Proces znakowania, Proces znakowania -8 – Hypertherm HPR400XD Auto Gas Instrukcja Obsługi
Strona 184
Konserwacja
5-8
HPR400XD Auto Gas —
80616H Wersja 3
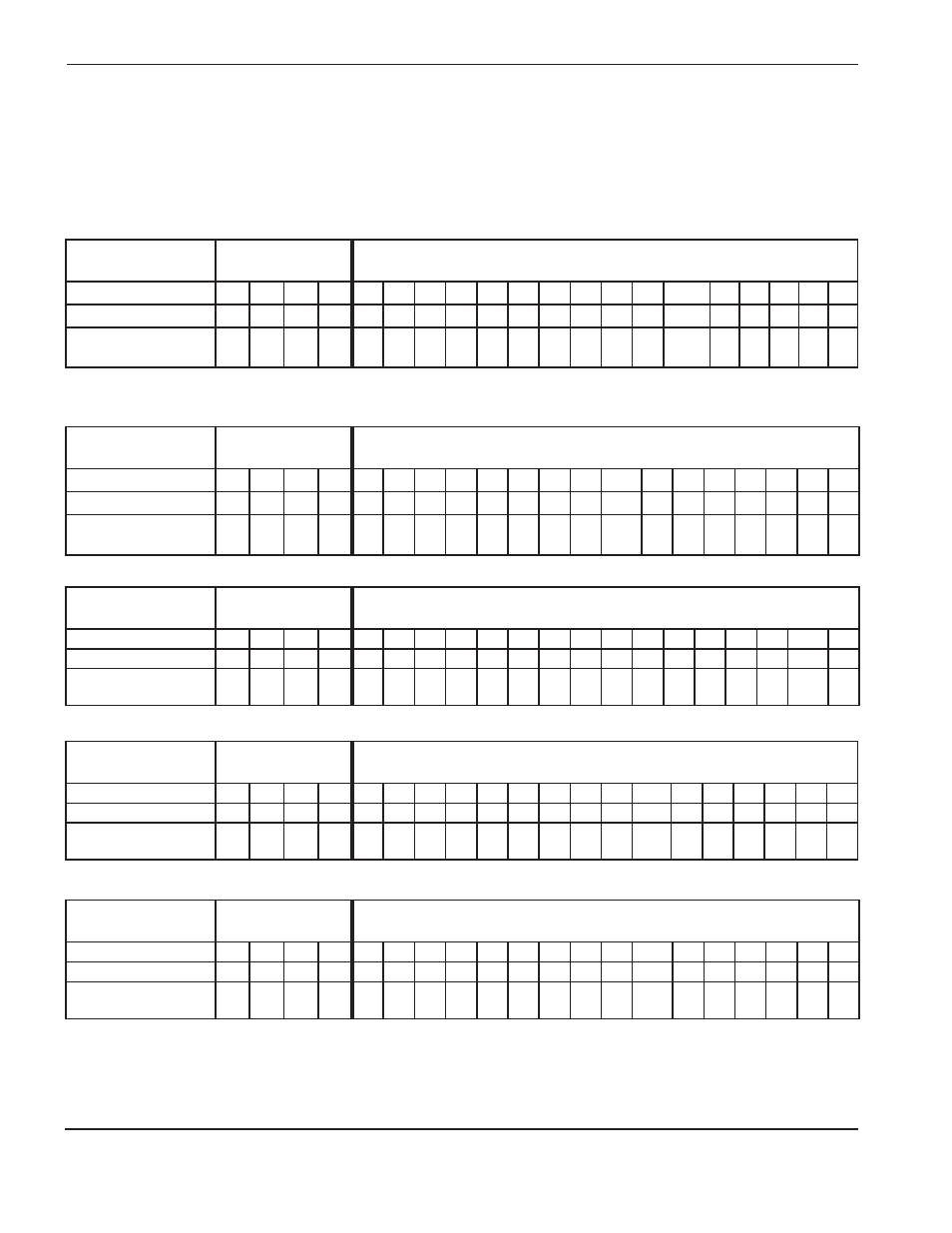
Proces znakowania
W poniższych tabelach przedstawiono zawory aktywne w czasie znakowania. To, które zawory są aktywne w konsoli
dozującej, zależy od procesu poprzedzającego znakowanie.
N
2
/ N
2
Tablica sterownicza
konsoli dozującej
Tablica sterownicza konsoli wyboru
Numer kontrolki LED
38 39 28 37
1
2
3
4
5
6
7
8
9
10
11
12 13 14 15 16
Wstępny przepływ
B4
B2
SV11
Przepływ gazu podczas
cięcia
B4
B2
SV11
N
2
/ N
2
Tablica sterownicza
konsoli dozującej
Tablica sterownicza konsoli wyboru
Numer kontrolki LED
38 39 28 37
1
2
3
4
5
6
7
8
9
10 11 12 13 14 15 16
Wstępny przepływ
B3
B1
SV9
Przepływ gazu podczas
cięcia
B3
B1
SV9
Zawory aktywne przy zmianie z procesu, w którym nie jest używany gaz paliwowy.
Zawory aktywne przy zmianie z procesu, w którym jest stosowany gaz paliwowy.
Ar / N
2
Tablica sterownicza
konsoli dozującej
Tablica sterownicza konsoli wyboru
Numer kontrolki LED
38 39 28 37
1
2
3
4
5
6
7
8
9
10 11 12 13 14
15
16
Wstępny przepływ
B4
B1
SV9
SV15
Przepływ gazu podczas
cięcia
B4
B1
SV9
SV15
Argon / powietrze
Od 25 do 35 A
Tablica sterownicza
konsoli dozującej
Tablica sterownicza konsoli wyboru
Numer kontrolki LED
38 39 28 37
1
2
3
4
5
6
7
8
9
10
11 12 13 14 15 16
Wstępny przepływ
B4
B2
SV3
SV7
SV10
Przepływ gazu podczas
cięcia
B4
B2
SV3
SV7
SV10
Argon / powietrze
< 25 lub > 35 A
Tablica sterownicza
konsoli dozującej
Tablica sterownicza konsoli wyboru
Numer kontrolki LED
38 39 28 37
1
2
3
4
5
6
7
8
9
10
11 12 13 14 15 16
Wstępny przepływ
B3 B2
SV3
SV7
SV10
Przepływ gazu podczas
cięcia
B3 B2
SV3
SV7
SV10