Ukosowanie stali nierdzewnej, H35 i n, Plazma / n – Hypertherm HPR400XD Auto Gas Instrukcja Obsługi
Strona 164: Osłona 400 a, Jednostki anglosaskie, Znakowanie
Działanie
4-66
HPR400XD Auto Gas —
80616H Wersja 3
jednostki metryczne
Uwaga: Zakres kąta ukosu wynosi od 0° do 45°.
Wybrane gazy
Nastawa
wstępnego
przepływu
Nastawa
przepływu gazu
podczas cięcia
Natężenie
prądu
Robocze
odsunięcie palnika
Szybkość
znakowania
Napięcie łuku
a
mm
cale
mm/m
cale/min
V
N
2
N
2
10
10
10
10
22
2,5
0.10
1270
50
94
Argon
N
2
30
10
30
10
24
3,0
0.12
2540
100
50
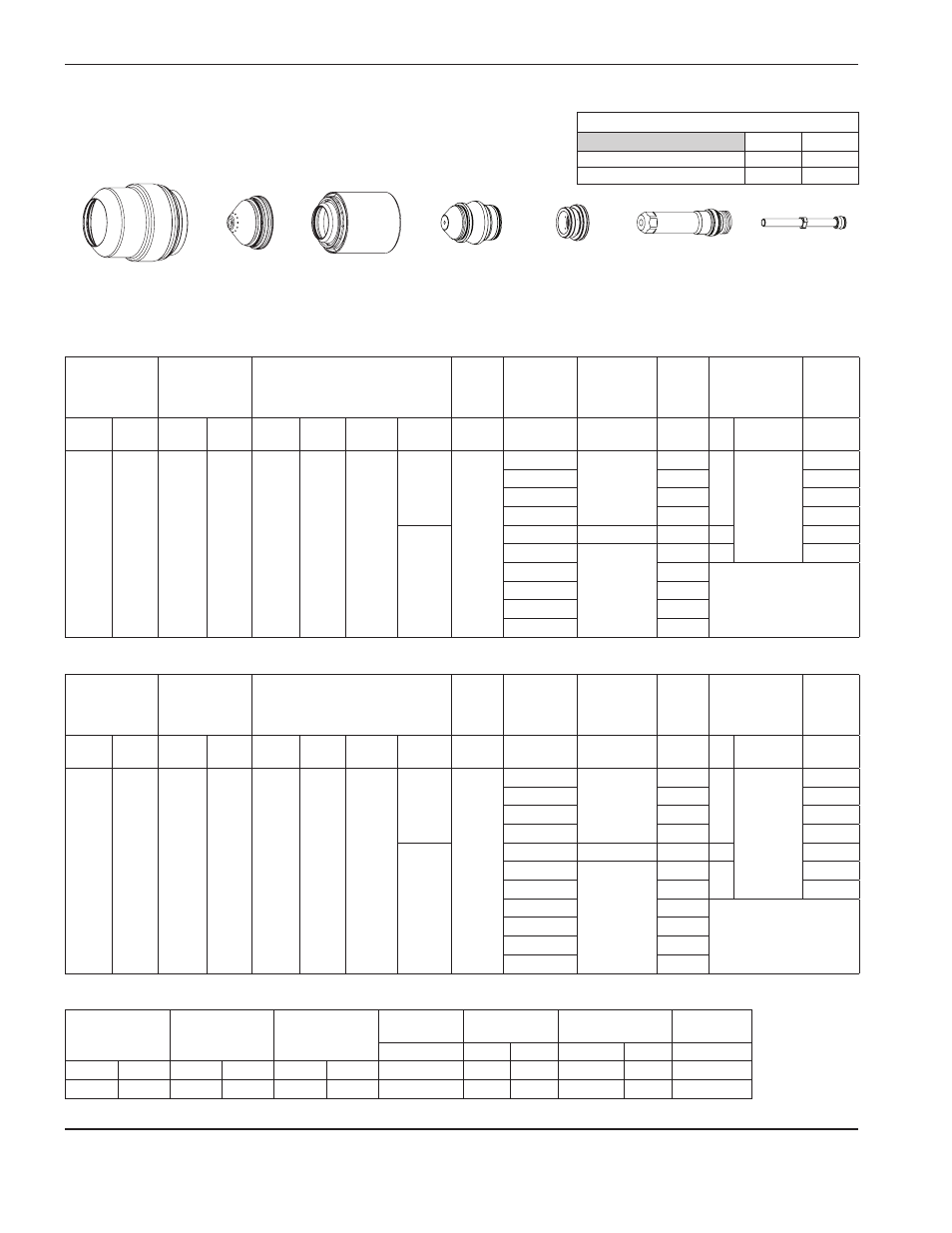
Ukosowanie stali nierdzewnej
H35 i N
2
plazma / N
2
osłona
400 A
220707
220637
220709
220712
220405
220708
220571
Szybkość przepływu — l/min / scfh
H35
N
2
Wstępny przepływ
0 / 0
194 / 410
Przepływ gazu podczas cięcia 36 / 77 194 / 410
Wybrane gazy
Nastawa
wstępnego
przepływu
Nastawa przepływu
gazu podczas cięcia
Minimalny
prześwit
równoważna
grubość
materiału
Robocze
odsunięcie
palnika
Szybkość
cięcia
Początkowa
wysokość
przebijania
Czas
opóźnienia
przy
przebijaniu
Gaz
plazmowy
Gaz
osłonowy
Gaz
plazmowy
Gaz
osłonowy
Gaz
plazmowy
Gaz
osłonowy
Mieszanina
gazu 1
Mieszanina
gazu 2
mm
mm
Zakres (mm)
mm/m
mm Współczynnik
%
Sekundy
H35
N
2
30
45
88
45
60
40
2,0
12
4,6–11,6
2750
14
300
0,4
15
2390
0,5
20
1810
0,7
25
1310
1,0
60
30
5,3–11,6
1080
16
2,0
40
6,4–11,6
720
19
3,0
50
520
Start od krawędzi
60
410
70
310
80
180
jednostki anglosaskie
Wybrane gazy
Nastawa
wstępnego
przepływu
Nastawa przepływu
gazu podczas cięcia
Minimalny
prześwit
równoważna
grubość
materiału
Robocze
odsunięcie
palnika
Szybkość
cięcia
Początkowa
wysokość
przebijania
Czas
opóźnienia
przy
przebijaniu
Gaz
plazmowy
Gaz
osłonowy
Gaz
plazmowy
Gaz
osłonowy
Gaz
plazmowy
Gaz
osłonowy
Mieszanina
gazu 1
Mieszanina
gazu 2
cale
cale
Zakres (cale)
cale/min cale Współczynnik
%
Sekundy
H35
N
2
30
45
88
45
60
40
0.08
1/2
0.18–0.46
105
0.5
300
0.4
5/8
90
0.5
3/4
75
0.7
1
50
1.0
60
1-1/4
0.21–0.46
40
0.6
1.5
1-1/2
0.25–0.46
30
0.8
2.0
1-3/4
25
3.0
2
20
Start od krawędzi
2-1/4
17
2-1/2
15
3
10
Znakowanie