Stal miękka, Plazma / powietrze osłona 400 a, Jednostki metryczne – Hypertherm HPR400XD Auto Gas Instrukcja Obsługi
Strona 139: Jednostki anglosaskie, Znakowanie
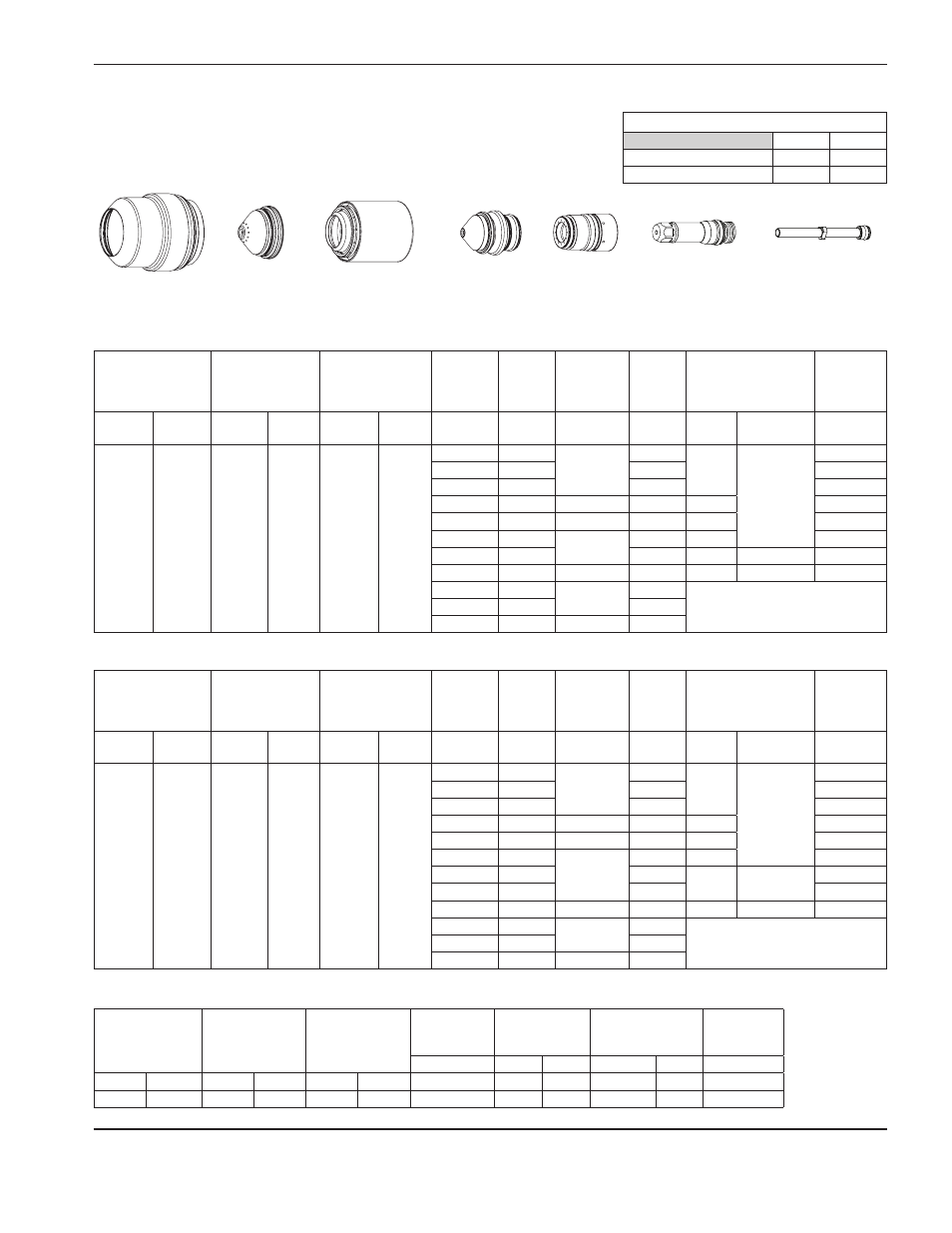
Działanie
HPR400XD Auto Gas —
80616H Wersja 3
4-41
Stal miękka
O
2
plazma / powietrze osłona
400 A
220636
220637
220629
220635
220631
220632
jednostki metryczne
Wybrane gazy
Nastawa
wstępnego
przepływu
Nastawa
przepływu gazu
podczas cięcia
Natężenie
prądu
Robocze
odsunięcie
palnika
Szybkość
znakowania
Napięcie łuku
a
mm
cale
mm/m
cale/min
V
N
2
N
2
10
10
10
10
22
2,5
0.10
1270
50
123
Argon Powietrze
20
10
30
10
25
3,0
0.12
1270
50
55
220571
Szybkość przepływu — l/min / scfh
O
2
Powietrze
Wstępny przepływ
0 / 0
190 / 400
Przepływ gazu podczas cięcia 66 / 140 137 / 290
Wybrane gazy
Nastawa
wstępnego
przepływu
Nastawa
przepływu gazu
podczas cięcia
grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Szybkość
cięcia
Początkowa
wysokość
przebijania
Czas
opóźnienia
przy
przebijaniu
Gaz
plazmowy
Gaz
osłonowy
Gaz
plazmowy
Gaz
osłonowy
Gaz
plazmowy
Gaz
osłonowy
mm
V
mm
mm/m
mm
Współczynnik
%
Sekundy
O
2
Powietrze
24
50
60
50
12
139
3,6
4430
7,2
200
0,4
15
142
3950
0,5
20
146
2805
0,7
22
148
3,8
2540
7,6
0,8
25
150
4,0
2210
8,0
0,9
30
153
4,6
1790
9,2
1,1
40
158
1160
11,5
250
1,9
50
167
5,3
795
19,1
360
5,2
60
173
6,4
580
Start od krawędzi
70
183
380
80
197
7,9
180
jednostki anglosaskie
Wybrane gazy
Nastawa
wstępnego
przepływu
Nastawa
przepływu gazu
podczas cięcia
grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Szybkość
cięcia
Początkowa
wysokość
przebijania
Czas
opóźnienia
przy
przebijaniu
Gaz
plazmowy
Gaz
osłonowy
Gaz
plazmowy
Gaz
osłonowy
Gaz
plazmowy
Gaz
osłonowy
cale
V
cale
cale/min
cale
Współczynnik
%
Sekundy
O
2
Powietrze
24
50
60
50
1/2
140
0.14
170
0.28
200
0.4
5/8
143
150
0.5
3/4
145
115
0.6
7/8
148
0.15
100
0.30
0.8
1
151
0.16
85
0.32
0.9
1-1/4
153
0.18
65
0.36
1.2
1-1/2
157
48
0.45
250
1.6
1-3/4
160
40
2.5
2
168
0.21
30
0.75
360
5.5
2-1/4
171
0.25
25
Start od krawędzi
2-1/2
175
20
3
193
0.31
10
Znakowanie