Stal nierdzewna, H35 plazma / n, Osłona 260 a – Hypertherm HPR400XD Auto Gas Instrukcja Obsługi
Strona 154: Jednostki metryczne, Jednostki anglosaskie, Znakowanie
Działanie
4-56
HPR400XD Auto Gas —
80616H Wersja 3
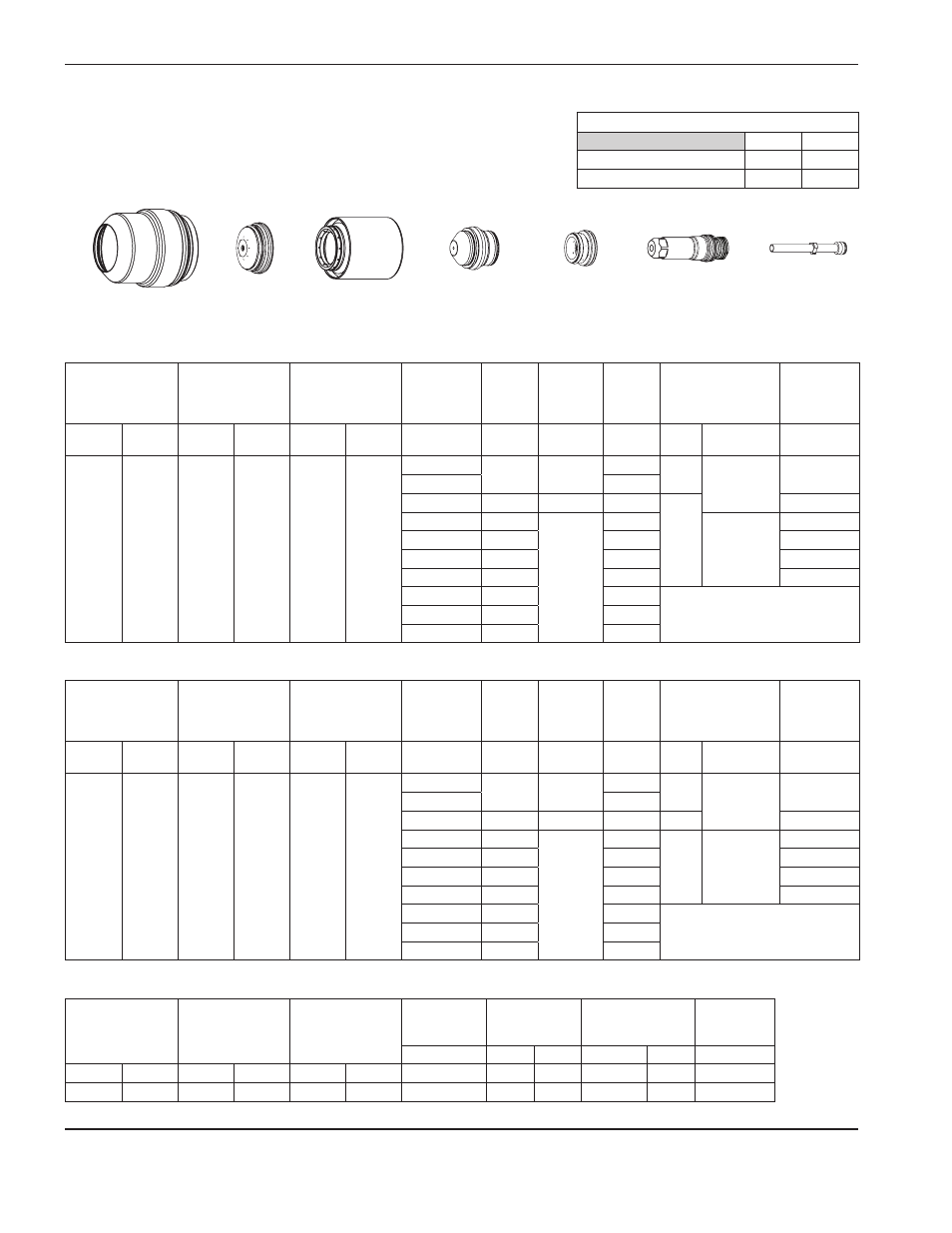
Stal nierdzewna
H35 plazma / N
2
osłona
260 A
Szybkość przepływu — l/min / scfh
H35
N
2
Wstępny przepływ
0 / 0
127 / 270
Przepływ gazu podczas cięcia 40 / 84 122 / 260
Wybrane gazy
Nastawa
wstępnego
przepływu
Nastawa
przepływu gazu
podczas cięcia
Natężenie
prądu
Robocze
odsunięcie
palnika
Szybkość
znakowania
Napięcie łuku
a
mm
cale
mm/m
cale/min
V
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
120
Argon
N
2
30
10
30
10
20
3,0
0.12
2540
100
63
220763
220637
220307
220758
220405
220406
220340
jednostki metryczne
Wybrane gazy
Nastawa
wstępnego
przepływu
Nastawa
przepływu gazu
podczas cięcia
grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Szybkość
cięcia
Początkowa
wysokość
przebijania
Czas
opóźnienia
przy
przebijaniu
Gaz
plazmowy
Gaz
osłonowy
Gaz
plazmowy
Gaz
osłonowy
Gaz
plazmowy
Gaz
osłonowy
mm
V
mm
mm/m
mm Współczynnik
%
Sekundy
H35
N
2
12
49
85
60
8
188
11,0
2030
11,0
100
0,3
10
1870
12
173
9,0
1710
9,0
0,4
15
171
7,5
1465
120
0,5
20
175
1085
0,6
25
180
785
0,7
32
185
630
1,0
38
186
510
Start od krawędzi
44
189
390
50
200
270
jednostki anglosaskie
Wybrane gazy
Nastawa
wstępnego
przepływu
Nastawa
przepływu gazu
podczas cięcia
grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Szybkość
cięcia
Początkowa
wysokość
przebijania
Czas
opóźnienia
przy
przebijaniu
Gaz
plazmowy
Gaz
osłonowy
Gaz
plazmowy
Gaz
osłonowy
Gaz
plazmowy
Gaz
osłonowy
cale
V
cale
cale/min
cale Współczynnik
%
Sekundy
H35
N
2
12
49
85
60
5/16
188
0.45
80
0.45
100
0.3
3/8
75
1/2
173
0.35
65
0.35
0.4
5/8
171
0.30
55
0.36
120
0.5
3/4
175
45
0.6
1
180
30
0.7
1-1/4
185
25
1.0
1-1/2
186
20
Start od krawędzi
1-3/4
189
15
2
200
10
Znakowanie