Stal nierdzewna, Plazma / n, Osłona 45 a – Hypertherm HPR400XD Auto Gas Instrukcja Obsługi
Strona 141: Jednostki metryczne, Jednostki anglosaskie, Znakowanie
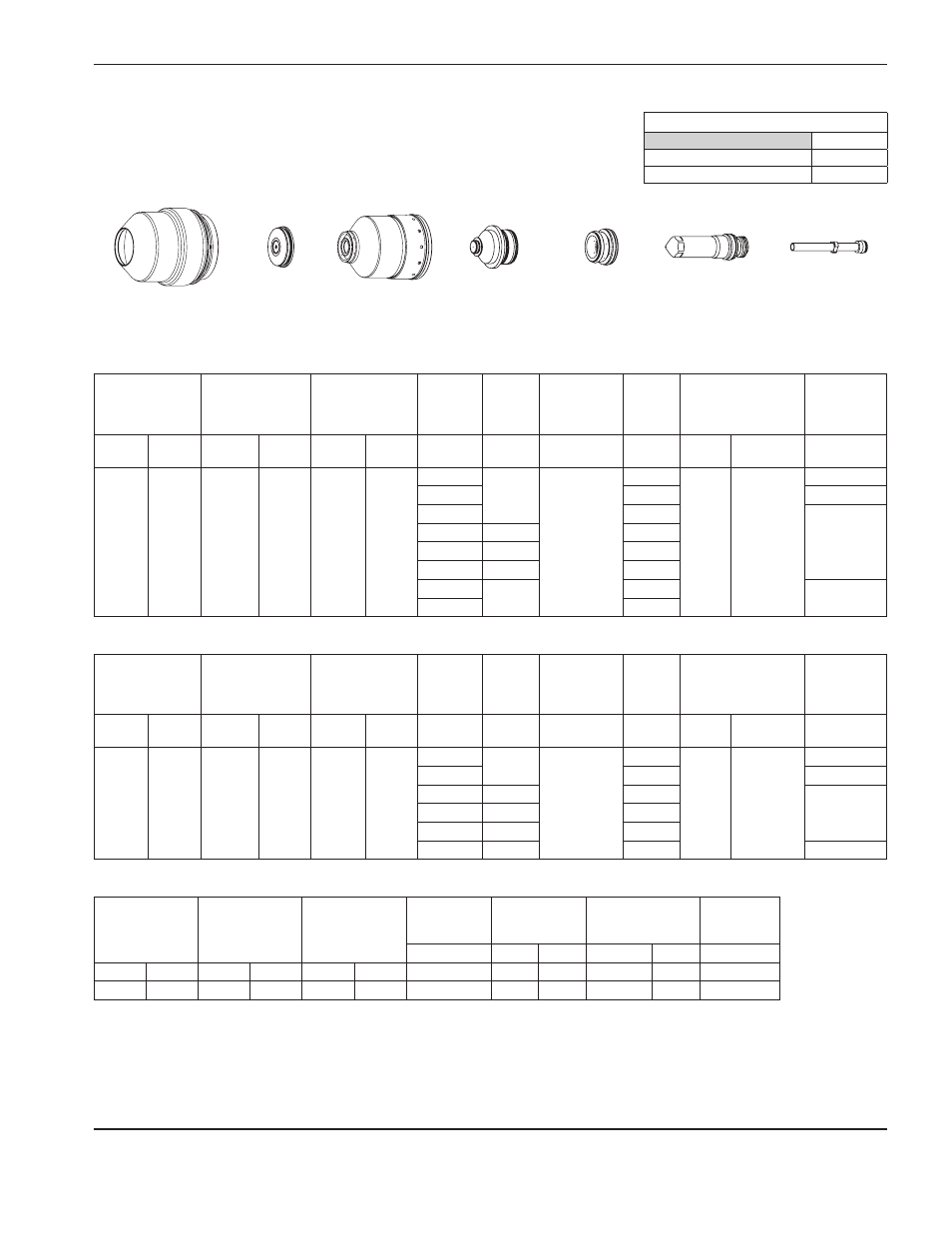
Działanie
HPR400XD Auto Gas —
80616H Wersja 3
4-43
Stal nierdzewna
N
2
plazma / N
2
osłona
45 A
220202
220747
220308
220755
220180
220201
Uwaga: W tym procesie jest wytwarzana ciemniejsza krawędź cięcia niż w procesie stali nierdzewnej 45 A, F5/
N
2
.
jednostki metryczne
Szybkość przepływu — l/min / scfh
N
2
Wstępny przepływ
24 / 51
Przepływ gazu podczas cięcia
75 / 159
Wybrane gazy
Nastawa
wstępnego
przepływu
Nastawa
przepływu gazu
podczas cięcia
Natężenie
prądu
Robocze
odsunięcie
palnika
Szybkość
znakowania
Napięcie łuku
a
mm
cale
mm/m
cale/min
V
N
2
N
2
10
10
10
10
15
2,5
0.10
6350
250
85
Ar
N
2
90
10
90
10
12
2,5
0.10
2540
100
65
220340
Wybrane gazy
Nastawa
wstępnego
przepływu
Nastawa
przepływu gazu
podczas cięcia
grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Szybkość
cięcia
Początkowa
wysokość
przebijania
Czas
opóźnienia
przy
przebijaniu
Gaz
plazmowy
Gaz
osłonowy
Gaz
plazmowy
Gaz
osłonowy
Gaz
plazmowy
Gaz
osłonowy
mm
V
mm
mm/m
mm
Współczynnik
%
Sekundy
N
2
N
2
35
5
62
49
0,8
94
2,5
6380
3,8
150
0,0
1
5880
0,1
1,2
5380
0,2
1,5
95
4630
2
97
3935
2,5
101
3270
3
103
2550
0,3
4
1580
jednostki anglosaskie
Wybrane gazy
Nastawa wstępnego
przepływu
Nastawa
przepływu gazu
podczas cięcia
grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Szybkość
cięcia
Początkowa
wysokość
przebijania
Czas
opóźnienia
przy
przebijaniu
Gaz
plazmowy
Gaz
osłonowy
Gaz
plazmowy
Gaz
osłonowy
Gaz
plazmowy
Gaz
osłonowy
cale
V
cale
cale/min
cale Współczynnik
%
Sekundy
N
2
N
2
35
5
62
49
0.036
94
0.10
240
0.15
150
0.0
0.048
210
0.1
0.060
95
180
0.2
0.075
97
160
0.105
101
120
0.135
103
75
0.3
Znakowanie