Ukosowanie stali nierdzewnej, Plazma / n, Osłona 130 a – Hypertherm HPR400XD Auto Gas Instrukcja Obsługi
Strona 147: Jednostki metryczne, Jednostki anglosaskie, Znakowanie
Działanie
HPR400XD Auto Gas —
80616H Wersja 3
4-49
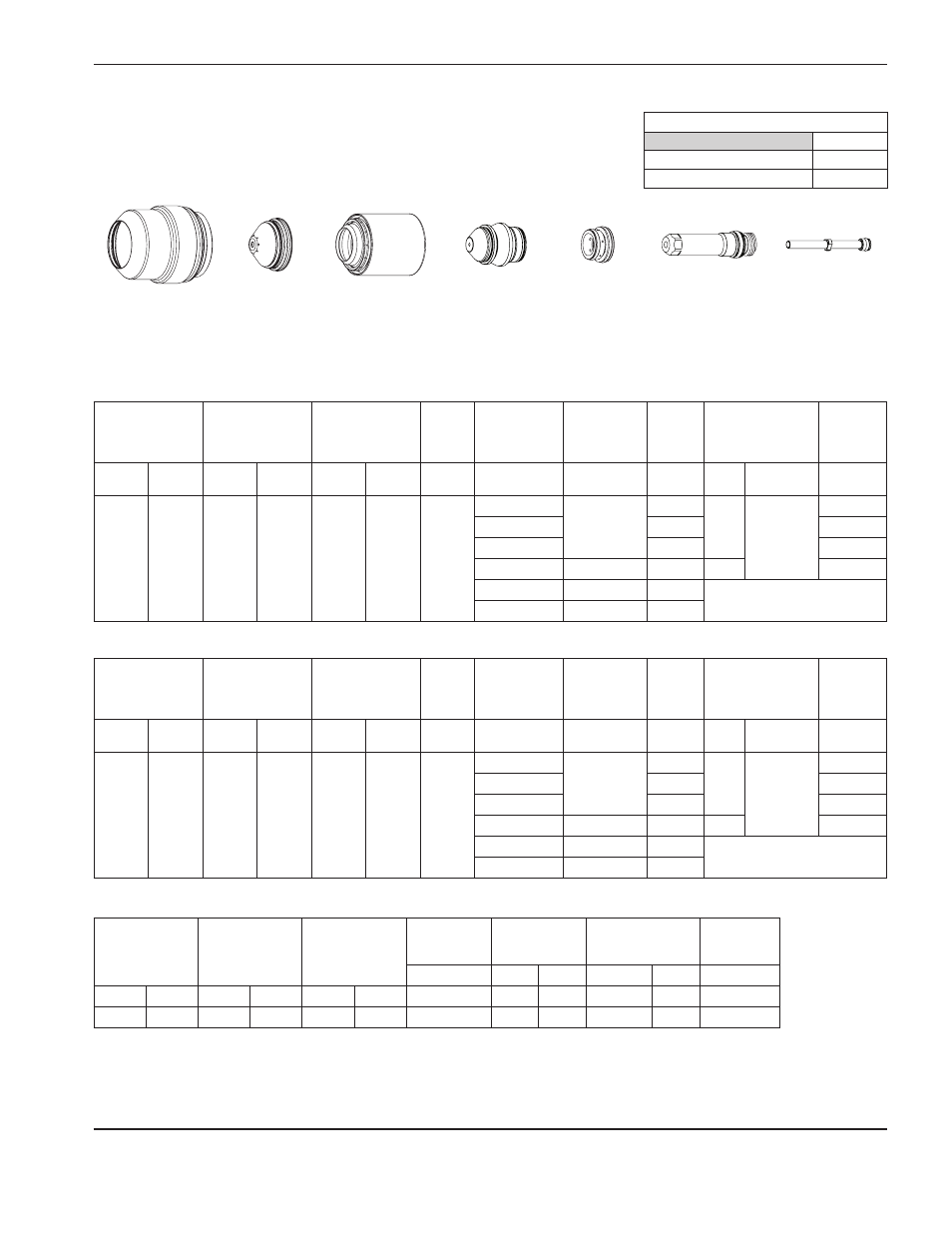
Ukosowanie stali nierdzewnej
N
2
plazma / N
2
osłona
130 A
Uwaga: Zakres kąta ukosu wynosi od 0° do 45°.
Szybkość przepływu — l/min / scfh
N
2
Wstępny przepływ
97 / 205
Przepływ gazu podczas cięcia 125 / 260
Wybrane gazy
Nastawa
wstępnego
przepływu
Nastawa
przepływu gazu
podczas cięcia
Natężenie
prądu
Robocze
odsunięcie
palnika
Szybkość
znakowania
Napięcie łuku
a
mm
cale
mm/m
cale/min
V
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
140
Argon
N
2
50
10
50
10
15
3,0
0.12
2540
100
75
220738
220637
220606
220739
220179
220656
220571
jednostki metryczne
Wybrane gazy
Nastawa
wstępnego
przepływu
Nastawa
przepływu gazu
podczas cięcia
Minimalny
prześwit
równoważna
grubość
materiału
Robocze
odsunięcie
palnika
Szybkość
cięcia
Początkowa
wysokość
przebijania
Czas
opóźnienia
przy
przebijaniu
Gaz
plazmowy
Gaz
osłonowy
Gaz
plazmowy
Gaz
osłonowy
Gaz
plazmowy
Gaz
osłonowy
mm
mm
Zakres (mm)
mm/m
mm Współczynnik
%
Sekundy
N
2
N
2
19
51
75
63
2,0
6
3,0–10,0
1960
6,0
200
0,3
8
1630
0,4
10
1300
0,5
12
3,5–10,0
900
7,0
0,8
15
3,8–10,0
670
Start od krawędzi
20
4,3–10,0
305
jednostki anglosaskie
Wybrane gazy
Nastawa
wstępnego
przepływu
Nastawa
przepływu gazu
podczas cięcia
Minimalny
prześwit
równoważna
grubość
materiału
Robocze
odsunięcie
palnika
Szybkość
cięcia
Początkowa
wysokość
przebijania
Czas
opóźnienia
przy
przebijaniu
Gaz
plazmowy
Gaz
osłonowy
Gaz
plazmowy
Gaz
osłonowy
Gaz
plazmowy
Gaz
osłonowy
cale
cale
Zakres (cale) cale/min cale Współczynnik
%
Sekundy
N
2
N
2
19
51
75
63
0.08
1/4
0.12–0.40
75
0.24
200
0.3
5/16
64
0.4
3/8
55
0.5
1/2
0.14–0.40
30
0.28
0.8
5/8
0.15–0.40
25
Start od krawędzi
3/4
0.17–0.40
15
Znakowanie