HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Instrukcja Obsługi
Strona 66
66
2 Obsługa r czna i ustawienie
2.4 Punkt odniesienia wyznaczyć (bez 3Dsondy impulsowej)
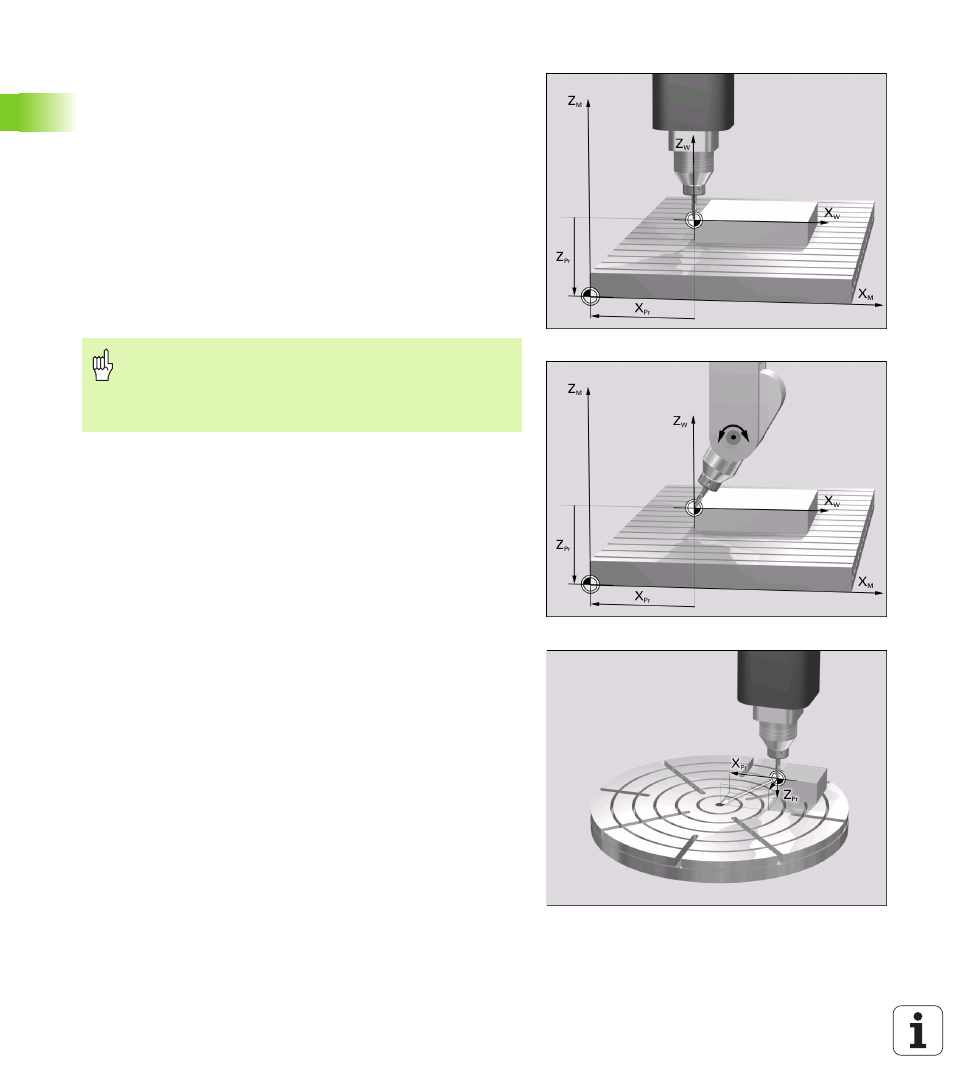
Objaśnienie do zapami tanych w tabeli preset wartości
Prosta maszyna z trzema osiami bez zespołu nachylenia
TNC zapami tuje w tabeli preset odst p od punktu odniesienia
przedmiotu do punktu referencyjnego (z właściwym znakiem
liczby, patrz rysunek po prawej u góry)
Maszyna z głowic obrotow
TNC zapami tuje w tabeli preset odst p od punktu odniesienia
przedmiotu do punktu referencyjnego (z właściwym znakiem
liczby, patrz rysunek po prawej na środku)
Maszyna ze stołem obrotowym
TNC zapami tuje w tabeli preset odst p od punktu odniesienia
przedmiotu do punktu środkowego stołu obrotowego (z
właściwym znakiem liczby, patrz rysunek po prawej u dołu)
Maszyna ze stołem obrotowym i głowic nachyln
TNC zapami tuje w tabeli preset odst p od punktu odniesienia
przedmiotu do punktu środkowego stołu obrotowego
Prosz uwzgl dnić, iż przy przesuwaniu maszyny
podziałowej na stole obrabiarki (realizowanym poprzez
zmian opisu kinematyki) niekiedy zostaj przesuni te
punkty wst pnego ustawienia, nie zwi zane
bezpośrednio z maszyn podziałow .