Obrót (cykl g73), 9 cykle dla przeliczania współrzdnych – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Instrukcja Obsługi
Strona 404
404
8 Programowanie: Cykle
8.9 Cykle dla przeliczania współrzdnych
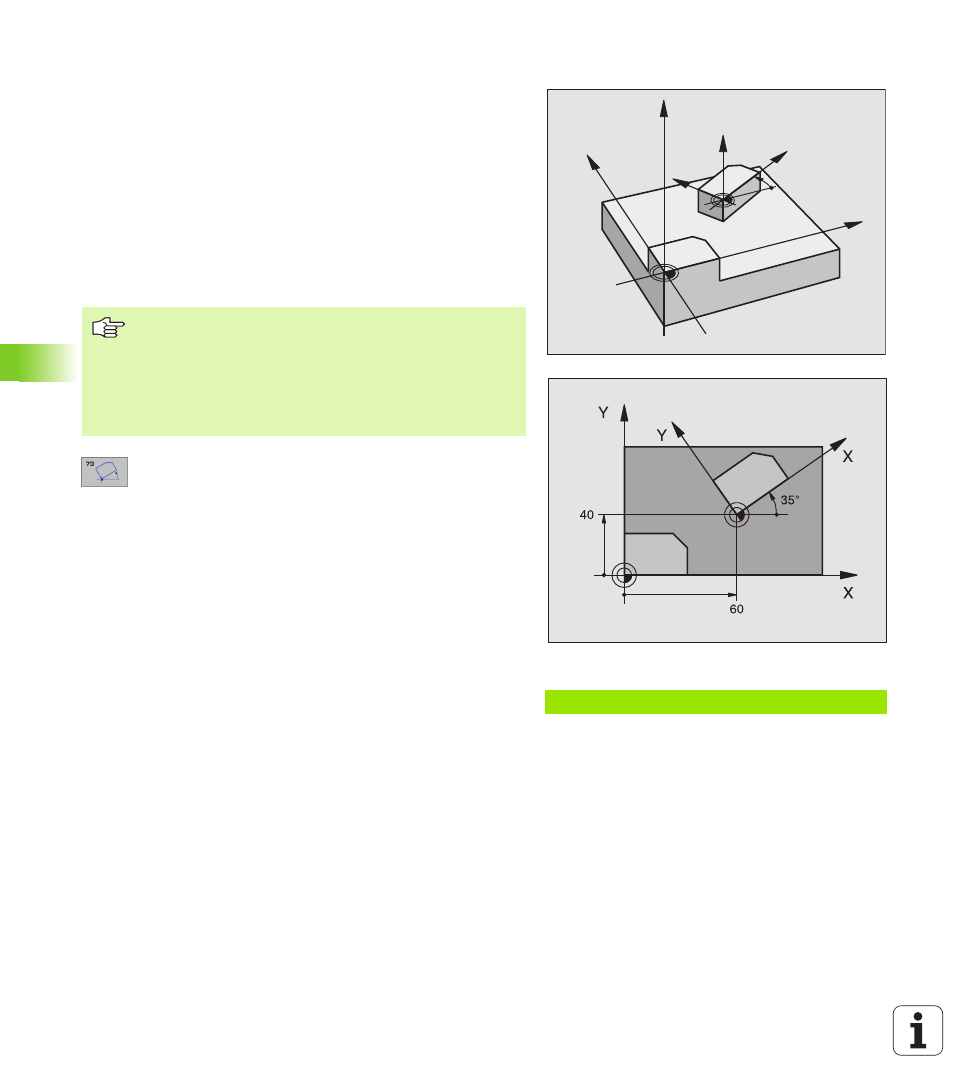
OBRÓT (cykl G73)
W czasie programu TNC może obracać układ współrz dnych na
płaszczyźnie obróbki wokół aktywnego punktu zerowego.
Działanie
OBRÓT działa w programie od jego zdefiniowania. Działa on także w
rodzaju pracy Pozycjonowanie z r cznym wprowadzaniem danych.
TNC wyświetla aktywny k t obrotu w dodatkowym wskazaniu stanu.
Oś odniesienia dla k ta obrotu:
X/Y płaszczyzna X oś
Y/Z płaszczyzna Y oś
Z/X płaszczyzna Z oś
Obrót: Wprowadzić k t obrotu w stopniach (°).
Zakres wprowadzenia: 360° do +360° (absolutnie
G90 przed H lub przyrostowo G91 przed H)
Wycofanie
Cykl OBRÓT programować na nowo z k tem obrotu 0°.
Př klad: NC bloki
N72 G73 G90 H+25 *
Z
Z
X
X
Y
Y
Prosz uwzgl dnić przed programowaniem
TNC anuluje aktywn korekcj promienia poprzez
zdefiniowanie cyklu G73 .W danym przypadku na nowo
zaprogramować korekcj promienia.
Po zdefiniowaniu cyklu G73 , prosz przesun ć obydwie
osie płaszczyzny obróbki, aby aktywować obrót.