12 zarz dzanie paletami, Zastosowanie – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Instrukcja Obsługi
Strona 126
126
4 Programowanie: Podstawy, zarz dzanie plikami, pomoce przy programowaniu, zarz dzanie paletami
4.12 Zarzdzanie paletami
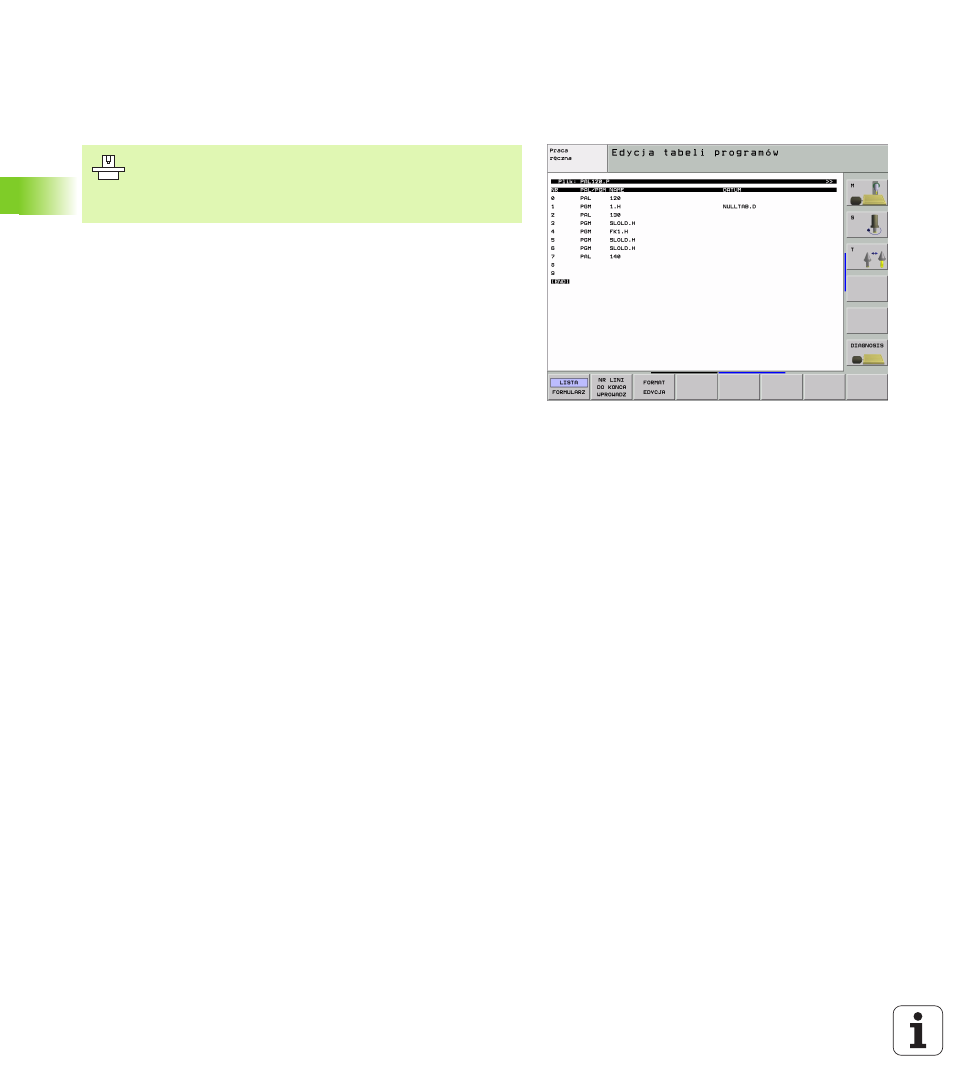
4.12 Zarz dzanie paletami
Zastosowanie
Tabele palet zostaj używane w centrach obróbkowych wraz z
urz dzeniami wymiany palet: Tabela palet wywołuje dla różnych
palet przynależne do nich programy obróbki i aktywuje przesuni cia
punktu zerowego lub/oraz tabele punktów zerowych.
Można też używać tabeli palet, aby odpracować jeden po drugim
różne programy z różnymi punktami odniesienia.
Tabele palet zawieraj nast puj ce dane:
PAL/PGM (wpis koniecznie wymagany):
Oznakowanie palety lub NC programu (klawiszem ENT lub NO
ENT wybrać)
NAZWA (wpis koniecznie wymagany):
Nazwa palety lub Nazwa programu. Nazwy palet ustala producent
maszyn (prosz uwzgl dnić informacje zawarte w podr czniku
obsługi). Nazwy programów musz być wprowadzone do pami ci
w tym samym skoroszycie jak i tabele palet, w przeciwnym razie
należy wprowadzić pełn nazw ścieżki programu
PRESET (wpis do wyboru):
numer preset z tabeli preset. Tu zdefiniowany numer preset
zostaje przez TNC zinterpretowany jako punkt odniesienia palety
(zapis PAL w szpalcie PAL/PGM) albo jako punkt odniesienia
obrabianego przedmiotu (zapis PGM w wierszu PAL/PGM)
DATA (wpis do wyboru):
Nazwa tabeli punktów zerowych. Tabele punktów zerowych musz
być wprowadzone do pami ci w tym samym skoroszycie jak i
tabele palet, w przeciwnym razie należy wprowadzić pełn nazw
ścieżki tabeli punktów zerowych. Punkty zerowe z tabeli punktów
zerowych aktywuje si w NC programie przy pomocy cyklu G53
PRZESUNI CIE PUNKTU ZEROWEGO
X, Y, Z (wpis do wyboru, inne osie możliwe):
W przypadku nazw palet, zaprogramowane współrz dne odnosz
si do punktu zerowego maszyny. W przypadku NC programów,
programowane współrz dne odnosz si do punktu zerowego
palet. Te wpisy przepisuj punkt odniesienia, który został ostatnio
wyznaczony przy rodzaju pracy R cznie. Przy pomocy funkcji
dodatkowej M104 można ostatnio wyznaczony punkt odniesienia
znowu aktywować. Przy pomocy klawisza„Przej ć pozycj
rzeczywist “, TNC wyświetla okno, do którego można wpisać
różne punkty przez TNC jako punkty odniesienia (patrz tabela
poniżej)
Zarz dzanie paletami jest funkcj zależn od rodzaju
maszyny. Niżej zostaje opisany standardowy zakres
funkcji. Prosz dodatkowo zwrócić uwag na informacje
zawarte w podr czniku obsługi maszyny.