HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Instrukcja Obsługi
Strona 216
216
7 Programowanie: Funkcje dodatkowe
7.4 Funkcje dodatkowe dla zachowania
si narzdzi na torze kształtowym
Pr dkość posuwowa przy łukach kołowych:
M109/M110/M111
Post powanie standardowe
TNC odnosi programowan pr dkość posuwow do toru punktu
środkowego narz dzia.
Post powanie przy łukach koła z M109
TNC utrzymuje stały posuw ostrza narz dzia przy obróbce wewn trz
i na zewn trz łuków koła.
Post powanie przy łukach koła z M110
TNC utrzymuje stały posuw przy łukach koła wył cznie podczas
obróbki wewn trznej. Podczas obróbki zewn trznej łuków koła nie
działa dopasowanie posuwu.
Działanie
M109 i M110 zadziałaj na pocz tku bloku.
M109 i M110 wycofujemy przy pomocy M111.
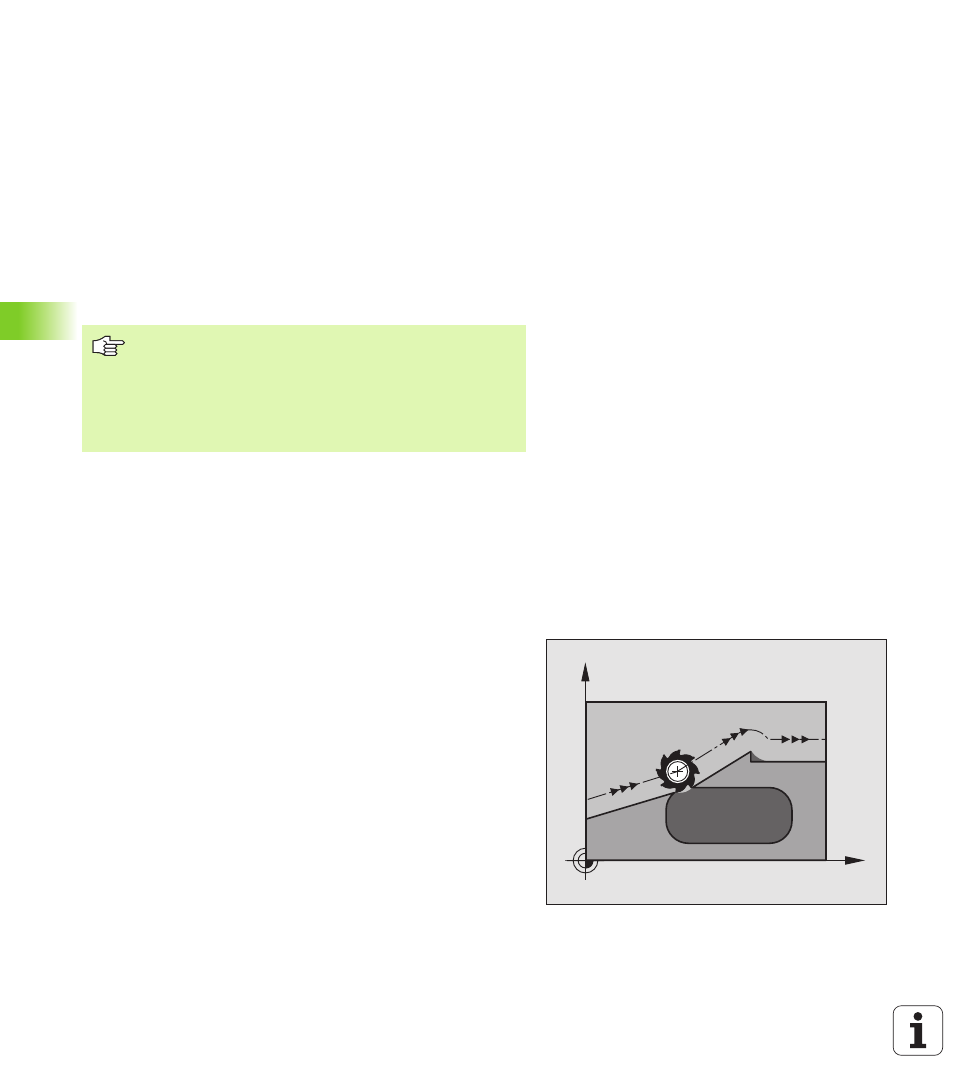
Obliczanie wst pne konturu ze skorygowanym
promieniem (LOOK AHEAD): M120
Post powanie standardowe
Jeśli promień narz dzia jest wi kszy niż stopień konturu, który należy
najeżdżać ze skorygowanym promieniem, to TNC przerywa przebieg
programu i wydaje komunikat o bł dach. M97 (patrz „Obróbka
niewielkich stopni konturu: M97” na stronie 211) zapobiega
pojawieniu si komunikatu o bł dach, prowadzi jednakże do
oznakowania ostrza po wyjściu z materiału i przesuwa dodatkowo
naroże.
Przy podcinaniach TNC uszkadza ewentualnie kontur.
M110 działa także przy obróbce wewn trznej łuków
kołowych przy pomocy cykli konturowych. Jeśli
definiujemy M109 lub M110 przed wywołaniem cyklu
obróbki, to dopasowanie posuwu działa także przy
łukach kołowych w obr bie cykli obróbkowych. Na końcu
lub po przerwaniu cyklu obróbki zostaje ponownie
odtworzony stan wyjściowy.
X
Y