Linia konturu (cykl g125), G125 ci g konturu, 6 slcykle – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Instrukcja Obsługi
Strona 353
HEIDENHAIN iTNC 530
353
8.6 SLcykle
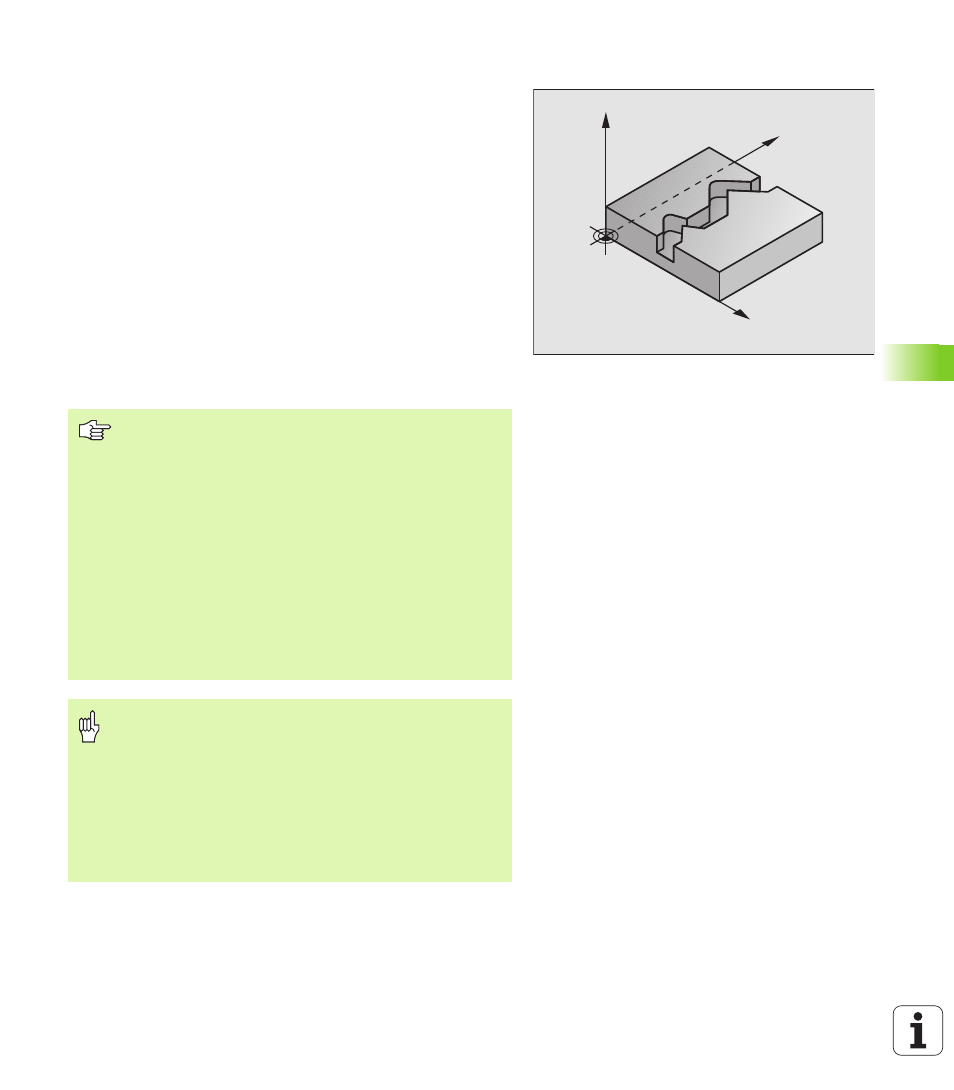
LINIA KONTURU (cykl G125)
Przy pomocy tego cyklu można wraz z cyklem G37 KONTUR –
obrabiać „otwarte” kontury: Pocz tek konturu i jego koniec nie leż
w tym samym punkcie.
Cykl G125 CI G KONTURU wykazuje w porównaniu do obróbki
otwartego konturu z blokami pozycjonowania znaczne zalety:
TNC nadzoruje obróbk na ścinki i uszkodzenia konturu.
Sprawdzić kontur przy pomocy grafiki testowej
Jeśli promień narz dzia jest za duży, to kontur musi zostać
ewentualnie wtórnie obrobiony na narożach wewn trznych
Obróbk można wykonywać na całej długości ruchem
współbieżnym lub przeciwbieżnym. Rodzaj frezowania pozostanie
nawet zachowany, jeśli nast pi odbicie lustrzane konturów
W przypadku kilku dosuwów TNC może przemieszczać narz dzie
tam i z powrotem: Dodatkowo skraca si czas obróbki.
Można także wprowadzić wartości naddatków, aby w kilku
przejściach roboczych dokonywać obróbki zgrubnej i
wykańczaj cej
Y
X
Z
Prosz uwzgl dnić przed programowaniem
Znak liczby parametru cyklu Gł bokość określa kierunek
pracy (obróbki). Jeśli zaprogramujemy gł bokość = 0, to
TNC nie wykonuje tego cyklu.
TNC uwzgl dnia tylko pierwszy znacznik z cyklu G37
KONTUR.
Pami ć dla SL cyklu jest ograniczona. W jednym SL
cyklu można zaprogramować np. maksymalnie 1024
bloków prostych.
Cykl G120 DANE KONTURU nie jest potrzebny.
Programowane bezpośrednio po cyklu G125 pozycje w
postaci łańcucha wymiarowego odnosz si do pozycji
narz dzia na końcu cyklu.
Uwaga niebezpieczeństwo kolizji!
Aby unikn ć możliwych kolizji:
Bezpośrednio po cyklu G125 nie programować pozycji
w postaci łańcucha wymiarowego, ponieważ odnosz
si one do pozycji narz dzia na końcu cyklu.
Najechać we wszystkich osiach głównych
zdefiniowan (absolutn ) pozycj , ponieważ pozycja
narz dzia przy końcu cyklu nie odpowiada pozycji na
pocz tku cyklu.