Wiercenie wstepne (cykl g121), Do wyboru), 6 slcykle – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Instrukcja Obsługi
Strona 349
HEIDENHAIN iTNC 530
349
8.6 SLcykle
Promień zaokr glenia wewn trz Q8: Promień
zaokr glenia na wewn trznych „narożach“;
wprowadzona wartość odnosi si do toru punktu
środkowego narz dzia
Kierunek obrotu ? Zgodnie z ruchem wskazówek
zegara = 1 Q9: Kierunek obróbki dla kieszeni
w kierunku zgodnym z ruchem wskazówek zegara
(Q9 = 1 ruch przeciwbieżny dla kieszeni i wysepki)
w kierunku przeciwnym do ruchu wskazówek
zegara (Q9 = +1 ruch współbieżny dla kieszeni i
wysepki)
Można sprawdzać parametry obróbki przy zatrzymaniu programu i w
razie potrzeby je przepisywać innymi.
WIERCENIE WSTEPNE (cykl G121)
Przebieg cyklu
Jak cykl G83 Wiercenie gł bokie, patrz „Cykle dla wiercenia,
gwintowania i frezowania gwintów”, strona 246.
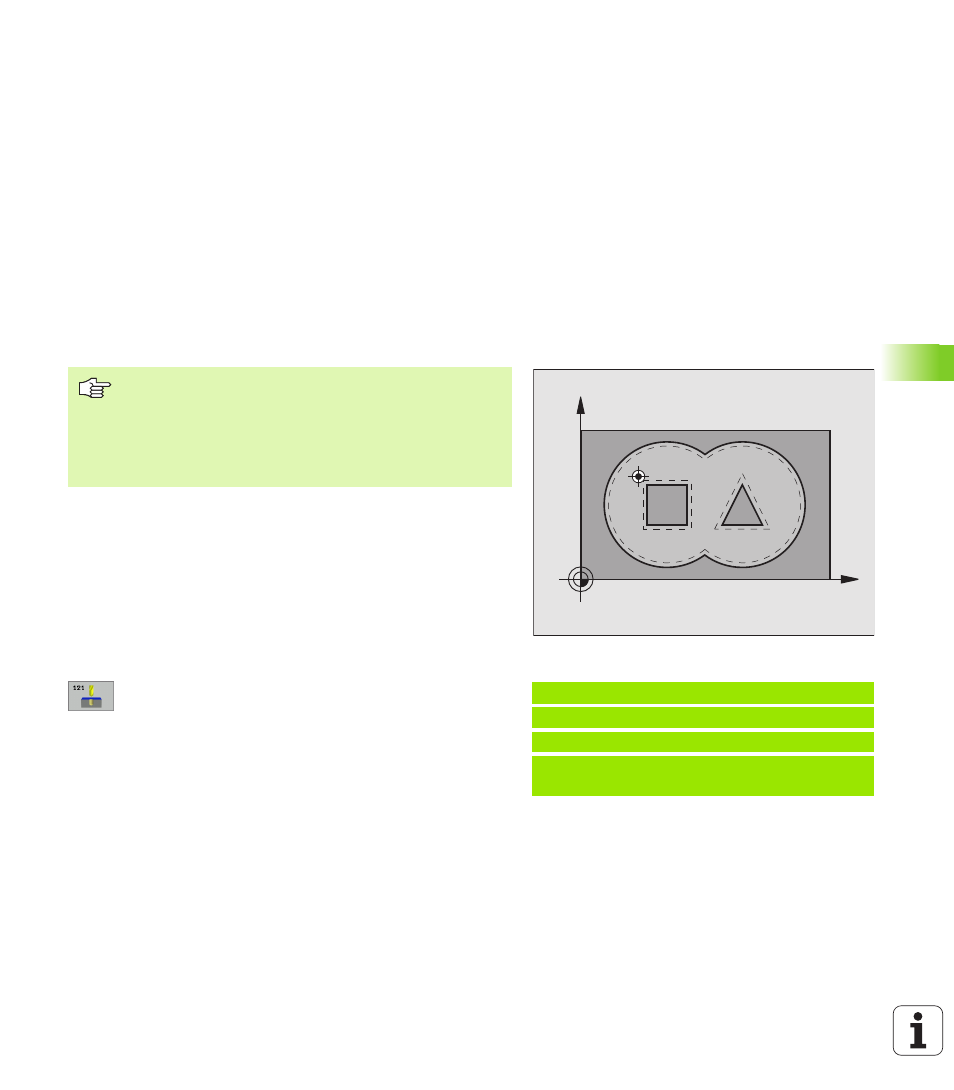
Zastosowanie
Cykl G121 WIERCENIE WST PNE uwzgl dnia dla punktów wci cia
w materiał naddatek na obróbk wykańczaj c boczn i naddatek na
obróbk wykańczaj c na dnie, jak i promień narz dzia
przeci gaj cego. Punkty wci cia s jednocześnie punktami startu
przeci gania.
Gł bokość dosuwu Q10 (przyrostowo): Wymiar, o
jaki narz dzie zostaje każdorazowo dosuni te (znak
liczby przy ujemnym kierunku pracy „–“)
Posuw dosuwu wgł bnego Q11: Posuw wiercenia
w mm/min
Numer narz dzia przeci gania Q13: Numer
narz dzia –narz dzia przeci gania
Př klad: NC bloki
N58 G121 WIERCENIE WST PNE
Q10=+5
;Gł BOKOŚĆ DOSUWU
Q11=100
;POSUW WGł BNY
Q13=1
;NARZ DZIE DO USUWANIA
MATERIAłU (ZDZIERAK)
X
Y
TNC nie uwzgl dnia zaprogramowanej w T bloku
wartości delta DR dla obliczenia punktów wci cia w
materiał.
W w skich miejscach TNC nie może dokonać wiercenia
wst pnego czasami, przy pomocy narz dzia wi kszego
niż narz dzie do obróbki zgrubnej.