6 przykłady pr ogramowania – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Instrukcja Obsługi
Strona 432
432
9 Programowanie: Podprogramy i powtórzenia cz ści programu
9.6 Przykłady pr
ogramowania
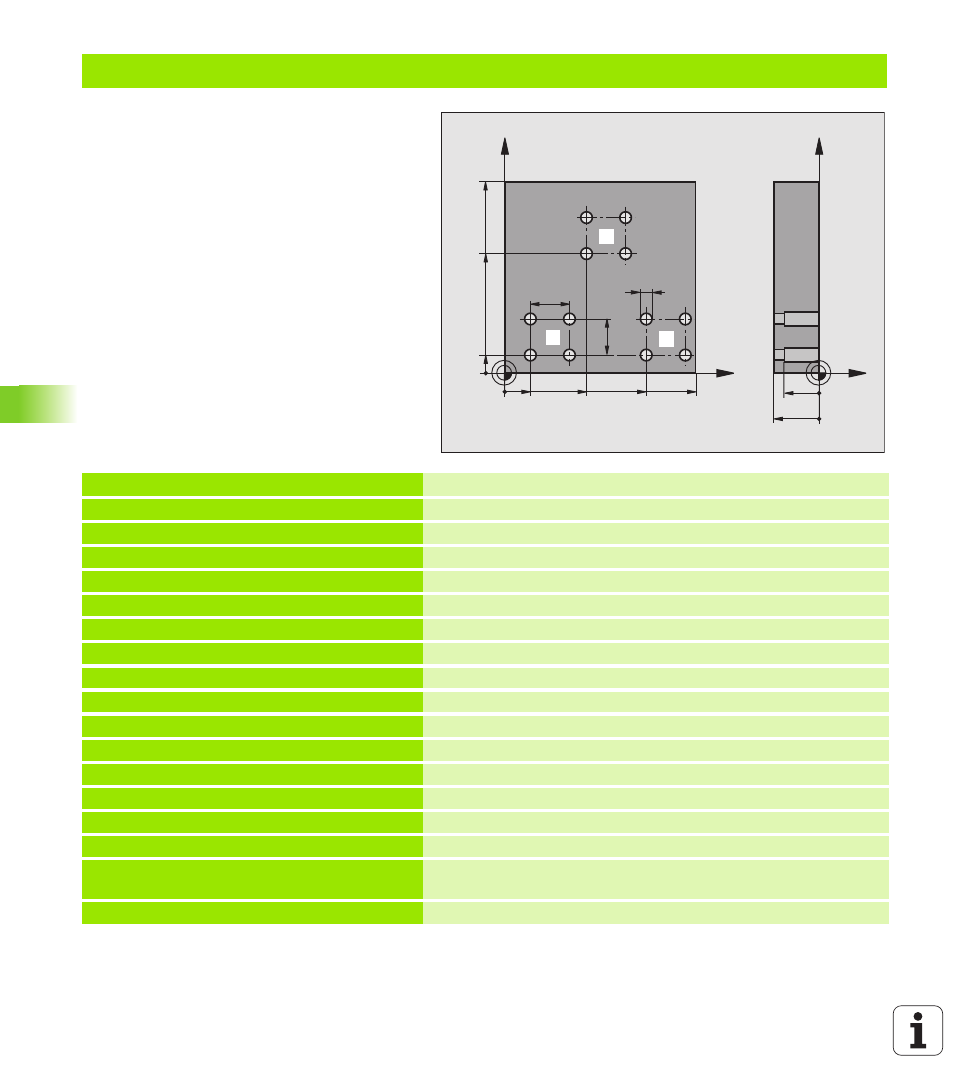
Przykład: Grupa odwiertów przy pomocy kilku narz dzi
Przebieg programu
Zaprogramować cykle obróbki w programie
głównym
Wywołać pełny rysunek odwiertów
(podprogram 1)
Najechać grupy odwiertów w podprogramie 1,
wywołać grup odwiertów (podprogram 2)
Grup wierceń zaprogramować tylko raz w
podprogramie 2
%UP2 G71 *
N10 G30 G17 X+0 Y+0 Z 40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+4 *
Definicja narz dzia nawiertak
N40 G99 T2 L+0 R+3 *
Definicja narz dzia wiertło
N50 G99 T3 L+0 R+3,5 *
Definicja narz dzia rozwiertak
N60 T1 G17 S5000 *
Wywołanie narz dzia nawiertak
N70 G00 G40 G90 Z+250 *
Przemieścić narz dzie poza materiałem
N80 G200 WIERCENIE
Definicja cyklu nakiełkowania
Q200=2
;ODST P BEZPIECZ.
Q201= 3
;Gł BOKOŚĆ
Q206=250 ;F DOSUW WGł BNY
Q202=3
;Gł BOKOŚĆ DOSUWU
Q210=0
;PRZER.CZAS. U GÓRY
Q203=+0
;WSP.POWIERZCHNI
Q204=10
;2. ODST.BEZP.
Q211=0.2 ;PRZERWA CZASOWA U
DOłU
N90 L1,0 *
Podprogram 1 dla kompletnego rysunku wiercenia wywołać
X
Y
15
60
100
100
75
10
45
20
20
5
Z
Y
-20
-15
1
1
1
2
1
3