1 wprowadzenie informacji dotycz cych narz dzi, Posuw f, Pr dkość obrotowa wrzeciona s – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Instrukcja Obsługi
Strona 144
144
5 Programowanie: narz dzia
5.1 Wpr
o
wadzenie informacji dotyczcych narzdzi
5.1 Wprowadzenie informacji
dotycz cych narz dzi
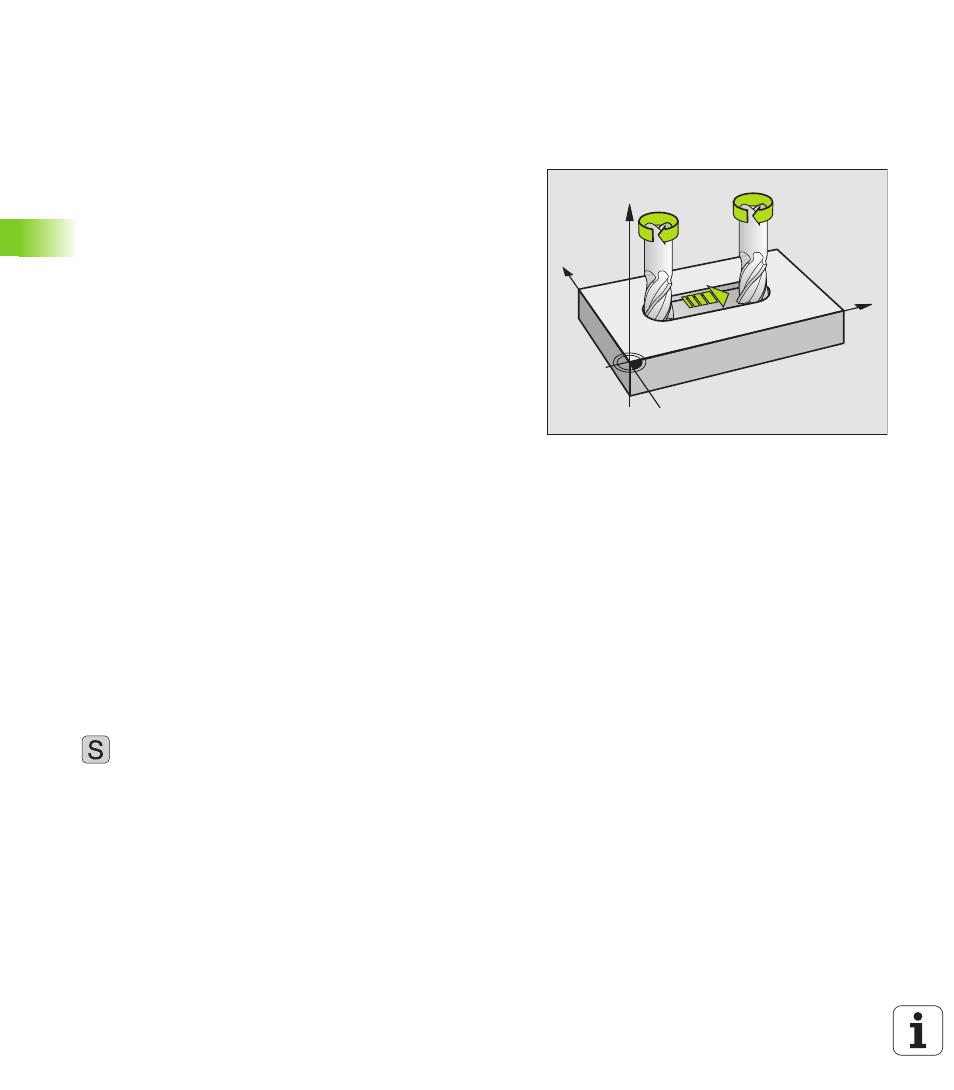
Posuw F
Posuw F to pr dkość w mm/min (cale/min), z któr punkt środkowy
narz dzia porusza si po swoim torze. Maksymalny posuw może być
różnym dla każdej osi maszyny i jest określony poprzez parametry
maszynowe.
wprowadzenia
Posuw można wprowadzić w T bloku (wywołanie narz dzia) i w
każdym bloku pozycjonowania (patrz „Programować ruch narz dzia
dla obróbki” na stronie 175).
Posuw szybki
Dla biegu szybkiego prosz wprowadzić G00.
Okres działania
Ten, przy pomocy wartości liczbowych programowany posuw
obowi zuje do bloku, w którym zostaje zaprogramowany nowy
posuw. Jeżeli nowy posuw to G00 (bieg szybki), to po nast pnym
wierszu z G01 obowi zuje ponownie posuw ostatnio
zaprogramowany wartościami liczbowymi.
Zmiana w czasie przebiegu programu
W czasie przebiegu programu zmienia si posuw przy pomocy gałki
obrotowej Override F (Override funkcja przyśpieszenia lub
spowolnienia posuwu wypełniana manualnie) dla posuwu.
Pr dkość obrotowa wrzeciona S
Pr dkość obrotow wrzeciona S prosz wprowadzić w obrotach na
minut (Obr/min) w dowolnym bloku (np. przy wywołaniu narz dzia).
Programowana zmiana
W progrramie obróbki można zmienić pr dkość obrotow wrzeciona
przy pomocy S wiersza.
Programowanie pr dkości obrotowej wrzeciona:
Nacisn ć klawisz S na klawiaturze alfanumerycznej
Wprowadzenie nowej pr dkości obrotowej
wrzeciona
Zmiana w czasie przebiegu programu
W czasie przebiegu programu prosz zmienić pr dkość obrotow
wrzeciona przy pomocy gałki obrotowej Override S dla pr dkości
obrotowej wrzeciona.
X
Y
Z
S
S
F