HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Instrukcja Obsługi
Strona 213
HEIDENHAIN iTNC 530
213
7.4 Funkcje dodatkowe dla zachowania
si narzdzi na torze kształtowym
Otwarte naroża konturu obrabiać kompletnie
na gotowo: M98
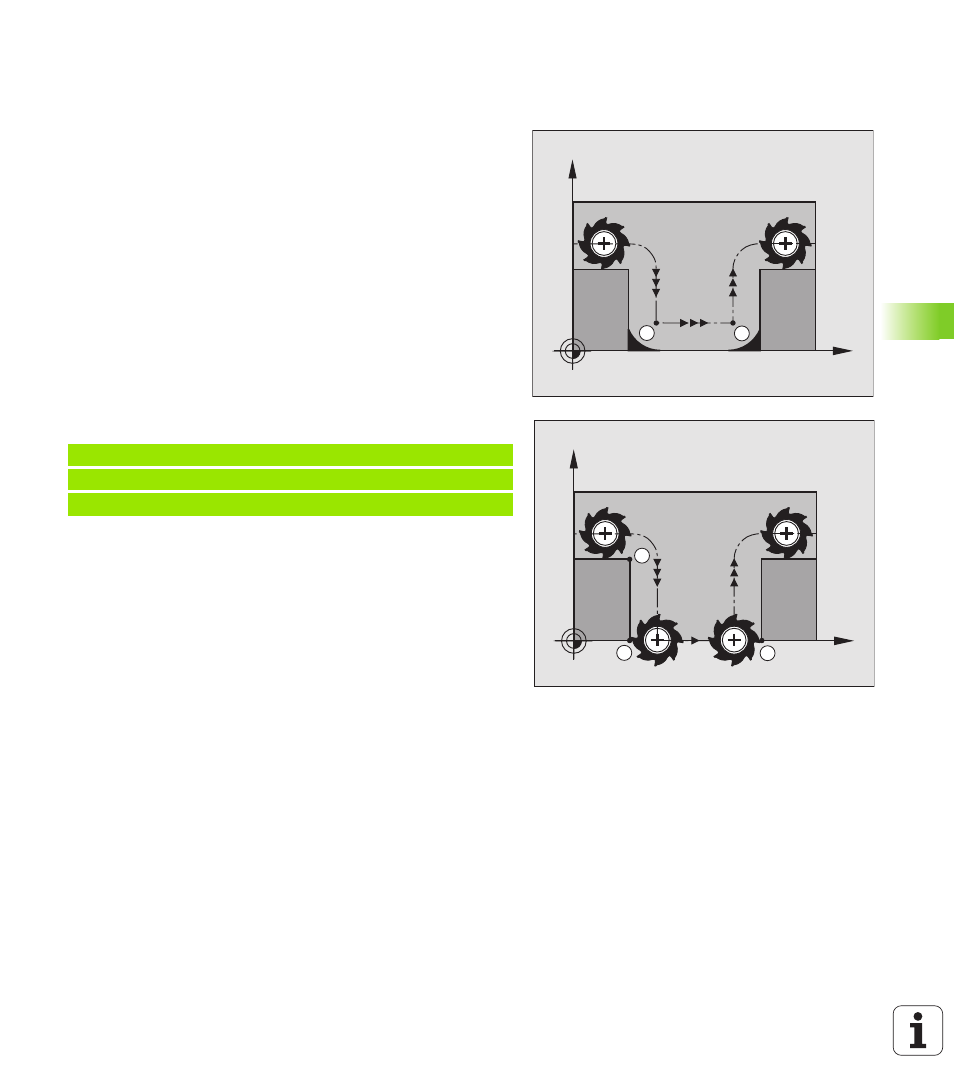
Post powanie standardowe
Post powanie standardowe TNC ustala na narożach wewn trznych
punkt przeci cia torów freza i przemieszcza narz dzie od tego
punktu w nowym kierunku.
Jeśli kontur jest otwarty na narożach, to prowadzi to do
niekompletnej obróbki:
Post powanie z M98
Przy pomocy funkcji dodatkowej M98 TNC przemieszcza tak daleko
narz dzie, że każdy punkt konturu zostaje rzeczywiście obrobiony:
Działanie
M98 działa tylko w tych zapisach programu, w których M98 jest
programowane.
M98 zadziała na końcu zapisu.
NC bloki przykładowe
Dosun ć narz dzie do konturu po kolei w punktach 10, 11 i 12:
N100 G01 G41 X ... Y... F *
N110 X... G91 Y... M98 *
N120 X+ .... *
X
Y
S
S
X
Y
11
12
10