HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Instrukcja Obsługi
Strona 282
282
8 Programowanie: Cykle
8.3 Cykle dla wier
cenia, gwintowania i fr
ezowania gwintów
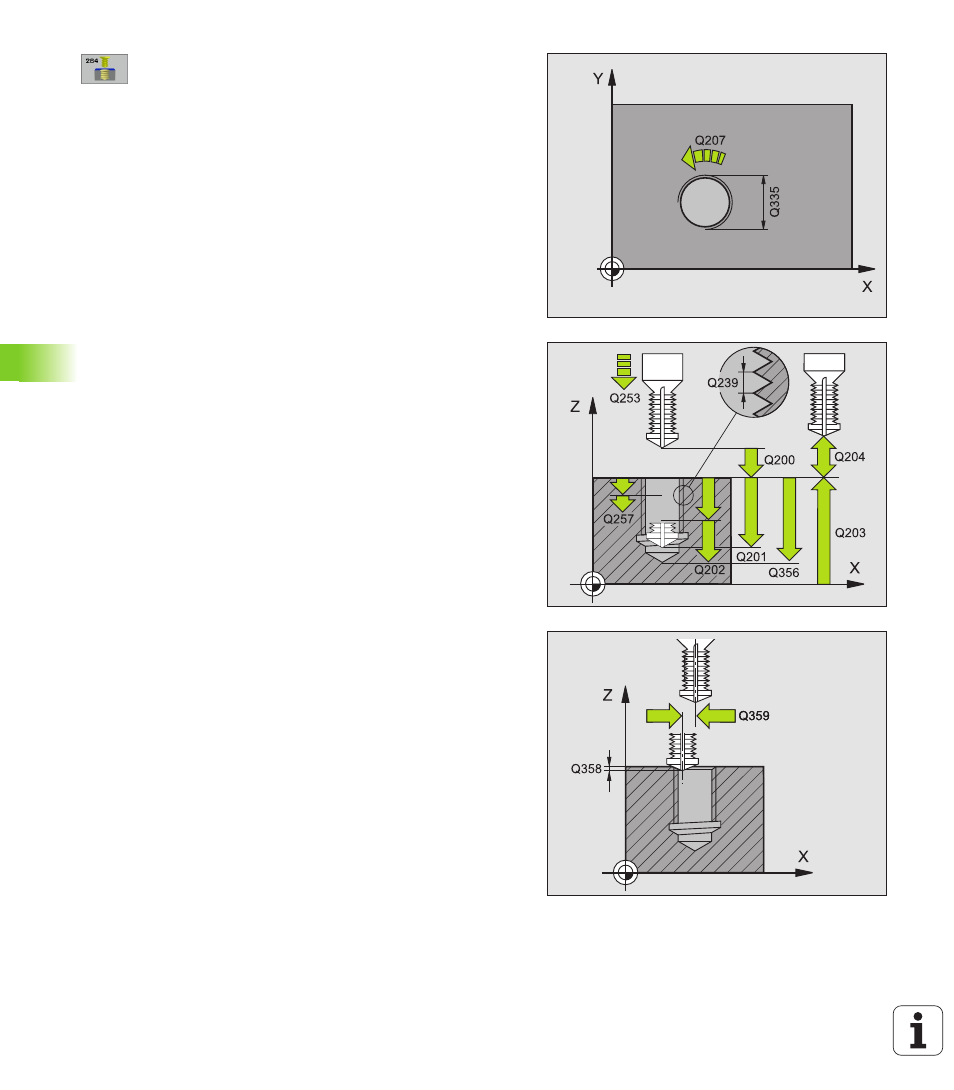
Zadana średnica Q335: Nominalna średnica gwintu
Skok gwintu Q239: Skok gwintu. Znak liczby określa
gwint prawo i lewoskr tny:
+= gwint prawoskr tny
– = gwint lewoskr tny
Gł bokość gwintu Q201 (przyrostowo): Odst p
pomi dzy powierzchni obrabianego przedmiotu i
dnem gwintu
Gł bokość wiercenia Q356: (przyrostowo):
Odst p powierzchnia obrabianego przedmiotu i dno
odwiertu
Posuw pozycjonowania wst pnego Q253:
Pr dkość przemieszczenia narz dzia przy
zagł bianiu w materiał obrabianego przedmiotu lub
przy wysuwaniu narz dzia z materiału w mm/min
Rodzaj frezowania Q351: Rodzaj obróbki
frezowaniem przy M03
+1 = Frezowanie współbieżne
–1 = Frezowanie przeciwbieżne
Gł bokość dosuwu Q202 (przyrostowo): Wymiar,
o jaki narz dzie zostaje każdorazowo dosuni te.
Gł bokość nie musi być wielokrotności gł bokości
dosuwu. TNC dojeżdża jednym chodem roboczym
na gł bokość jeżeli:
Gł bokość dosuwu i gł bokość s sobie równe
Gł bokość dosuwu jest wi ksza niż gł bokość
Odst p wyprzedzenia u góry Q258 (przyrostowo):
Bezpieczna wysokość dla pozycjonowania na biegu
szybkim, jeśli TNC przemieszcza narz dzie po
powrocie z odwiertu ponownie na aktualn
gł bokość dosuwu
Gł bokość wiercenia przy łamaniu wióra Q257
(przyrostowo): Dosuw, po którym TNC
przeprowadza łamanie wióra. Nie nast puje łamanie
wióra, jeśli wprowadzono 0
Powrót przy łamaniu wióra Q256 (przyrostowo):
Wartość, o jak TNC odsuwa narz dzie przy łamaniu
wióra
Gł bokość czołowo Q358 (przyrostowo): Odst p
powierzchnia obrabianego przedmiotu i wierzchołek
ostrza narz dzia przy czołowym pogł bianiu
Przesuni cie pogł biania czołowo Q359
(inkremental): Odst p o jaki TNC przesuwa środek
narz dzia ze środka odwiertu