5 ruchy po torze kształtowym– współrzdne biegunowe – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Instrukcja Obsługi
Strona 199
HEIDENHAIN TNC iTNC 530
199
6.5 Ruchy po torze kształtowym– współrzdne biegunowe
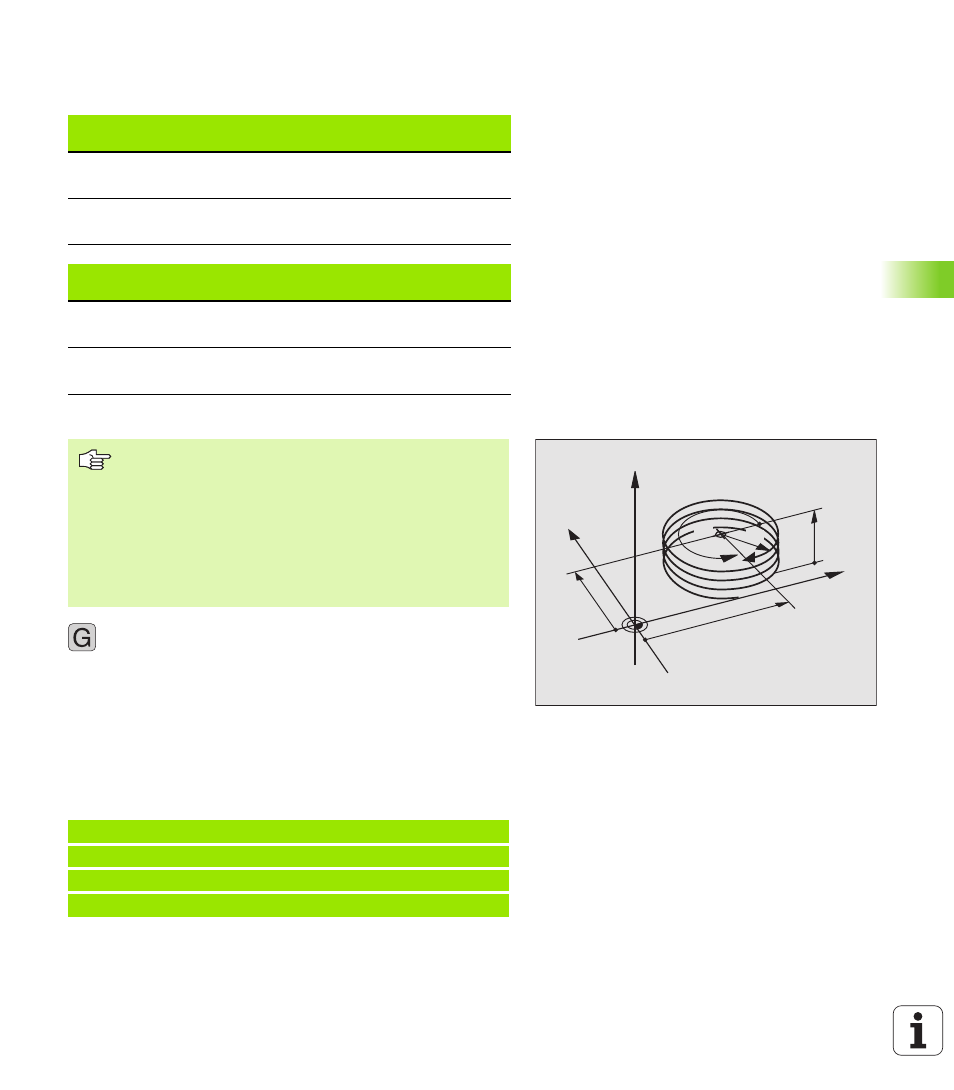
Forma linii śrubowej
Tabela pokazuje stosunek pomi dzy kierunkiem pracy, kierunkiem
obrotu i korekcj promienia dla określonych form toru kształtowego.
Lini śrubow programować
Współrz dne biegunowe k t H: Wprowadzić k t
całkowity przyrostowo, pod którym porusza si
narz dzie po linii śrubowej. Po wprowadzeniu k ta
prosz wybrać oś narz dzi przy pomocy
klawisza wyboru osi.
Wprowadzić współrz dn dla wysokości linii
śrubowej przy pomocy wartości inkrementalnych
Korekcja promienia G41/G42 wprowadzić zgodnie z
tabel
NC bloki przykładowe: Gwint M6 x 1 mm z 5 zwojami
Gwint
wewn trzny
Kierunekpracy
(obróbki)
Kierunek
obrotu
Korekcja
promienia
prawoskr tny
lewoskr tny
Z+
Z+
G13
G12
G41
G42
prawoskr tny
lewoskr tny
Z–
Z–
G12
G13
G42
G41
Gwint
zewn trzny
prawoskr tny
lewoskr tny
Z+
Z+
G13
G12
G42
G41
prawoskr tny
lewoskr tny
Z–
Z–
G12
G13
G41
G42
Prosz wprowadzić kierunek obrotu i inkrementalny
(przyrostowy) k t całkowity G91 H z tym samym
znakiem liczby, w przeciwnym razie narz dzie może
przemieszczać si po niewłaściwym torze.
Dla k ta całkowitego G91 H można wprowadzić wartość
wynosz c –5400° do +5400°. Jeśli gwint ma wi cej niż
15 zwojów, to prosz zaprogramować lini śrubow w
powtórzeniu cz ści programu
(patrz „Powtórzenia cz ści programu”, strona 422)
N120 I+40 J+25 *
N130 G01 Z+0 F100 M3 *
N140 G11 G41 R+3 H+270 *
N150 G12 G91 H 1800 Z+5 *
Y
X
Z
25
40
5
270°
R3
CC
12