4 przebieg pr ogramu – HEIDENHAIN iTNC 530 (340 422) ISO programming Instrukcja Obsługi
Strona 473
HEIDENHAIN iTNC 530
473
11.4 Przebieg pr
ogramu
U
U
U
U
Pierwszy wiersz aktualnego programu wybrać jako pocz tek dla
przebiegu: GOTO „0“ wprowadzić.
U
U
U
U
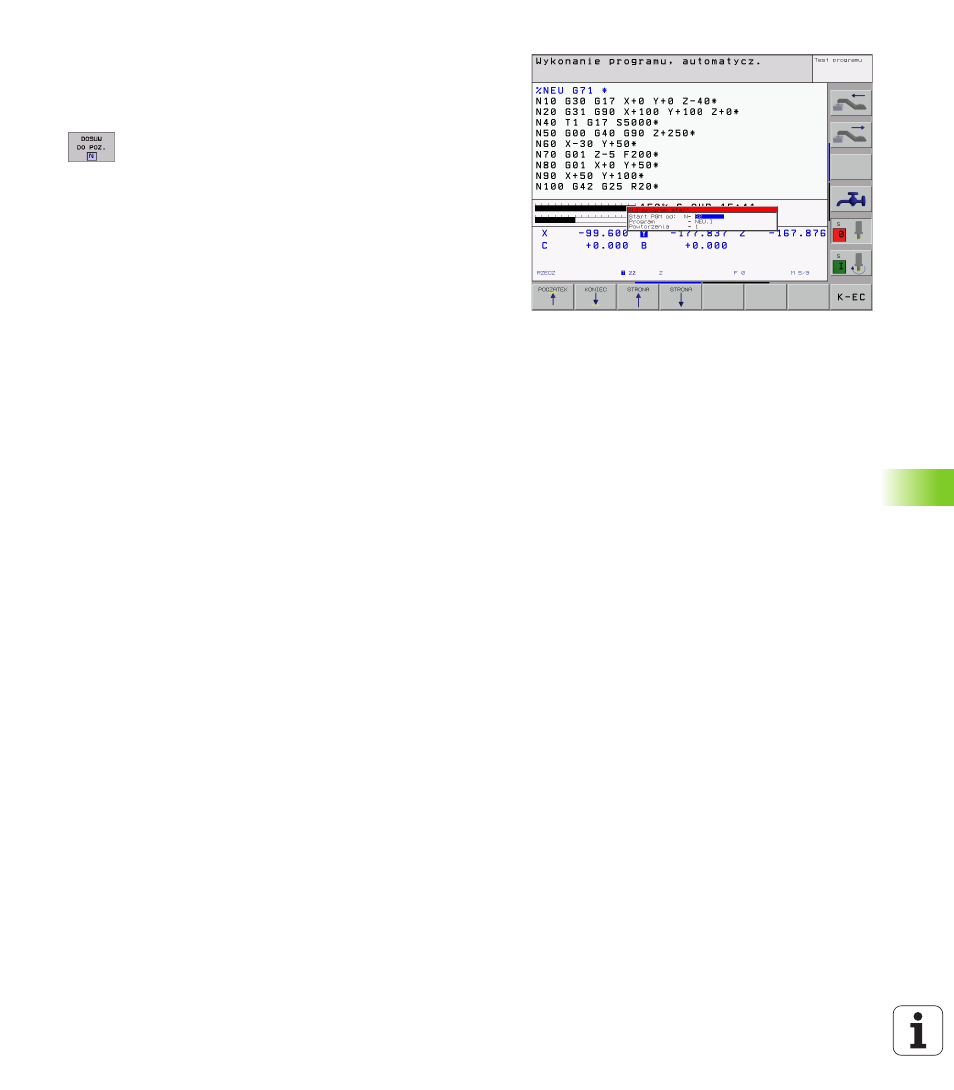
Wybrać przebieg bloków w przód: Softkey PRZEBIEG DO N
nacisn ć
U
U
U
U
Przebieg do N: Wprowadzić numer N wiersza
(bloku), na którym ma zostać zakończony przebieg
w przód
U
U
U
U
Program: Wprowadzić nazw programu, w którym
znajduje si blok N
U
U
U
U
Powtórzenia: Wprowadzić liczb powtórzeń, które
maj zostać uwzgl dnione w przebiegu bloków do
przodu, jeśli blok N znajduje si w powtórzeniu
cz ści programu
U
U
U
U
PLC ON/OFF: Dla uwzgl dnienia wywoływania
narz dzia i dodatkowych funkcji M: ustawić PLC na
ON (przy pomocy klawisza ENT przeł czać mi dzy
ON i OFF). PLC na OFF uwzgl dnia wył cznie
geometri NC programu, przy tym narz dzie we
wrzecionie musi odpowiadać wywołanemu w
programie narz dziu
U
U
U
U
Uruchomić przebieg bloków w przód: Zewn trzny
klawisz STARTnacisn ć.
U
U
U
U
Dosun ć narz dzie do konturu: patrz „Ponowne