Odbicie lustrzane (cykl g28), G28 odbicie symetryczne odbicie lustrzane konturów, 10 cykle dla przeliczania współrzdnych – HEIDENHAIN iTNC 530 (340 422) ISO programming Instrukcja Obsługi
Strona 390
390
8 Programowanie: Cykle
8.10 Cykle dla przeliczania współrzdnych
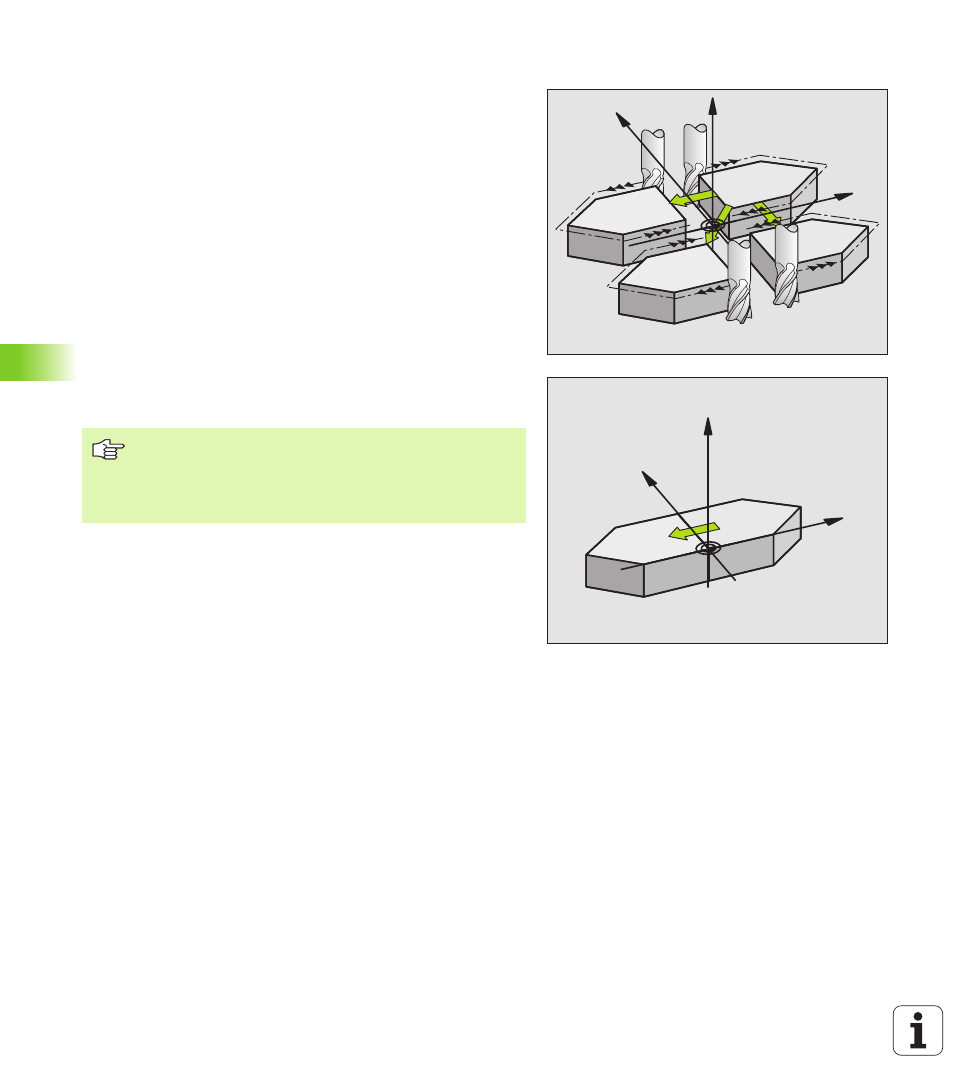
ODBICIE LUSTRZANE (cykl G28)
TNC może wypełniać obróbk na płaszczyźnie obróbki z odbiciem
lustrzanym.
Działanie
Odbicie lustrzane działa w programie od jego zdefiniowania. Działa
on także w rodzaju pracy Pozycjonowanie z r cznym
wprowadzaniem danych. TNC pokazuje w dodatkowym wskazaniu
stanu aktywne osie odbicia lustrzanego.
n
Jeśli tylko jedna oś ma być poddana odbiciu lustrzanemu, zmienia
si kierunek obiegu narz dzia. Ta zasada nie obowi zuje w
przypadku cykli obróbkowych.
n
Jeśli dwie osie zostaj poddane odbiciu lustrzanemu, kierunek
obiegu narz dzia pozostaje nie zmieniony.
Rezultat odbicia lustrzanego zależy od położenia punktu zerowego:
n
Punkt zerowy leży na przewidzianym do odbicia konturze: Element
zostaje odbity symetrycznie bezpośrednio w punkcie zerowym;
n
Punkt zerowy leży na przewidzianym do odbicia konturze: Element
przesuwa si dodatkowo;
Y
X
Z
Y
X
Z
Jeśli odbijamy tylko jedn oś, to zmienia si kierunek
obiegu nowych cykli obróbkowych z numerem 200. W
przypadku starszych cykli obróbkowych, jak np cykl G75/
G76 FREZOWANIE KIESZENI, kierunek obiegu pozostaje
ten sam.