Odpracowywanie konturu przy pomocy sl cykli, 8 slcykle ze wzor e m (formuł) konturu – HEIDENHAIN iTNC 530 (340 422) ISO programming Instrukcja Obsługi
Strona 370
370
8 Programowanie: Cykle
8.8 SLcykle ze wzor
e
m (formuł) konturu
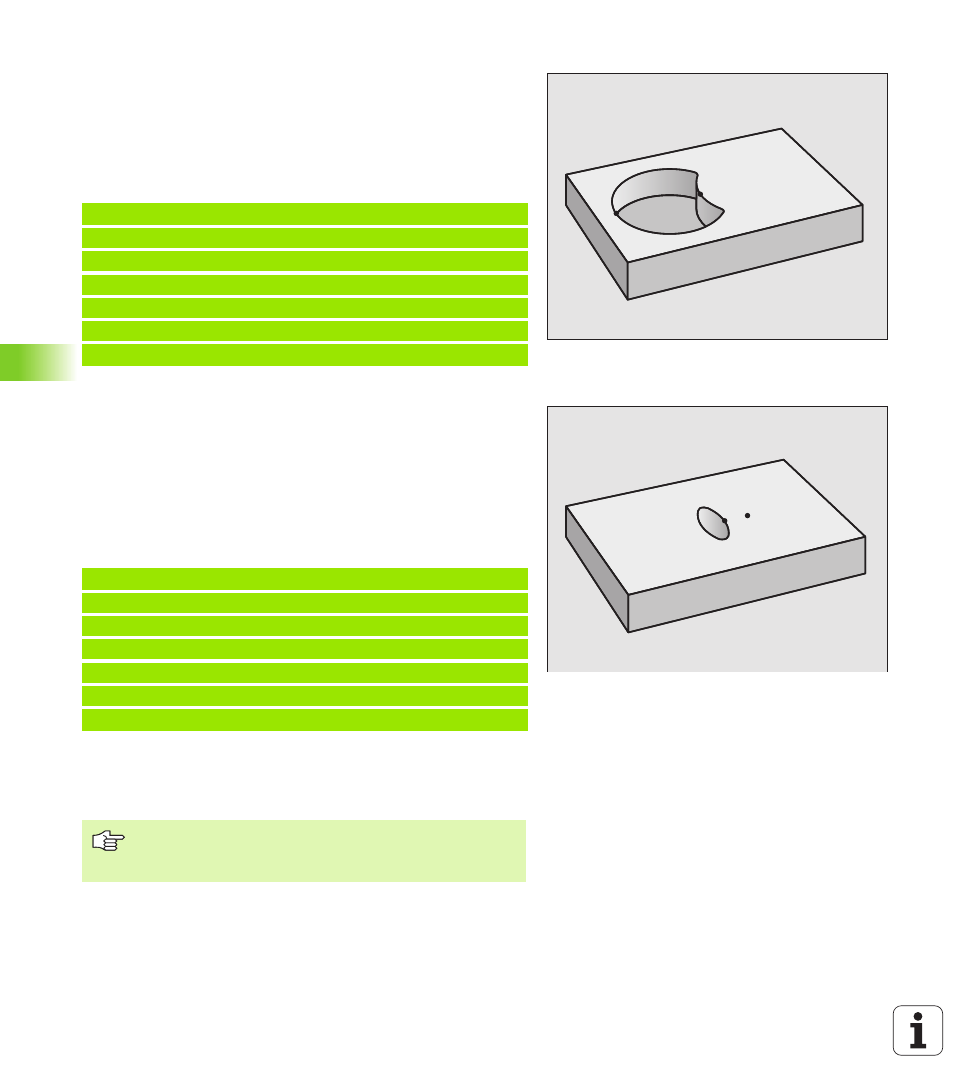
„Powierzchnia“ różnicy
Powierzchnia A ma zostać obrobiona bez wycinka pokrytego przez B:
n
Powierzchnie A i B musz zostać zaprogramowane w oddzielnym
programie bez korekcji promienia
n
We wzorze konturu powierzchnia B zostaje przy pomocy funkcji
„skrawany z dopełnieniem” odj ta od powierzchni A
Program definiowania konturu:
„Powierzchnia “ skrawania
Powierzchnia przykryta zarówno przez A jak i przez B ma zostać
obrobiona. (Po prostu przykryte powierzchnie maj pozostać
nieobrobione).
n
Powierzchnie A i B musz zostać zaprogramowane w oddzielnym
programie bez korekcji promienia
n
We wzorze konturu powierzchnie A i B zostaj obliczone przy
pomocy funkcji „poł czone z”
Program definiowania konturu:
Odpracowywanie konturu przy pomocy
SL cykli
A
B
N50 ...
N60 ...
N70 DECLARE CONTOUR QC1 = “KIESZEN_A.H“
N80 DECLARE CONTOUR QC2 = “KIESZEN_B.H“
N90 QC10 = QC1 \ QC2
N100 ...
N110 ...
A
B
N50 ...
N60 ...
N70 DECLARE CONTOUR QC1 = “KIESZEN_A.H“
N80 DECLARE CONTOUR QC2 = “KIESZEN_B.H“
N90 QC10 = QC1 & QC2
N100 ...
N110 ...
Odpracowanie całego konturu nast puje przy pomocy
SL cykli G120 do G124 (patrz „SL cykle grupa II” na
stronie 340)