Kieszen okragła (cykl g77, g78) – HEIDENHAIN iTNC 530 (340 422) ISO programming Instrukcja Obsługi
Strona 308
308
8 Programowanie: Cykle
8.4 Cykle dla fr
e
zowania kieszeni,czopów i r
o
wków wpustowych
KIESZEN OKRAGŁA (cykl G77, G78)
1
Narz dzie wcina si w pozycji startu (środek kieszeni) w materiał
obrabianego przedmiotu i przesuwa si na pierwsz gł bokość
dosuwu
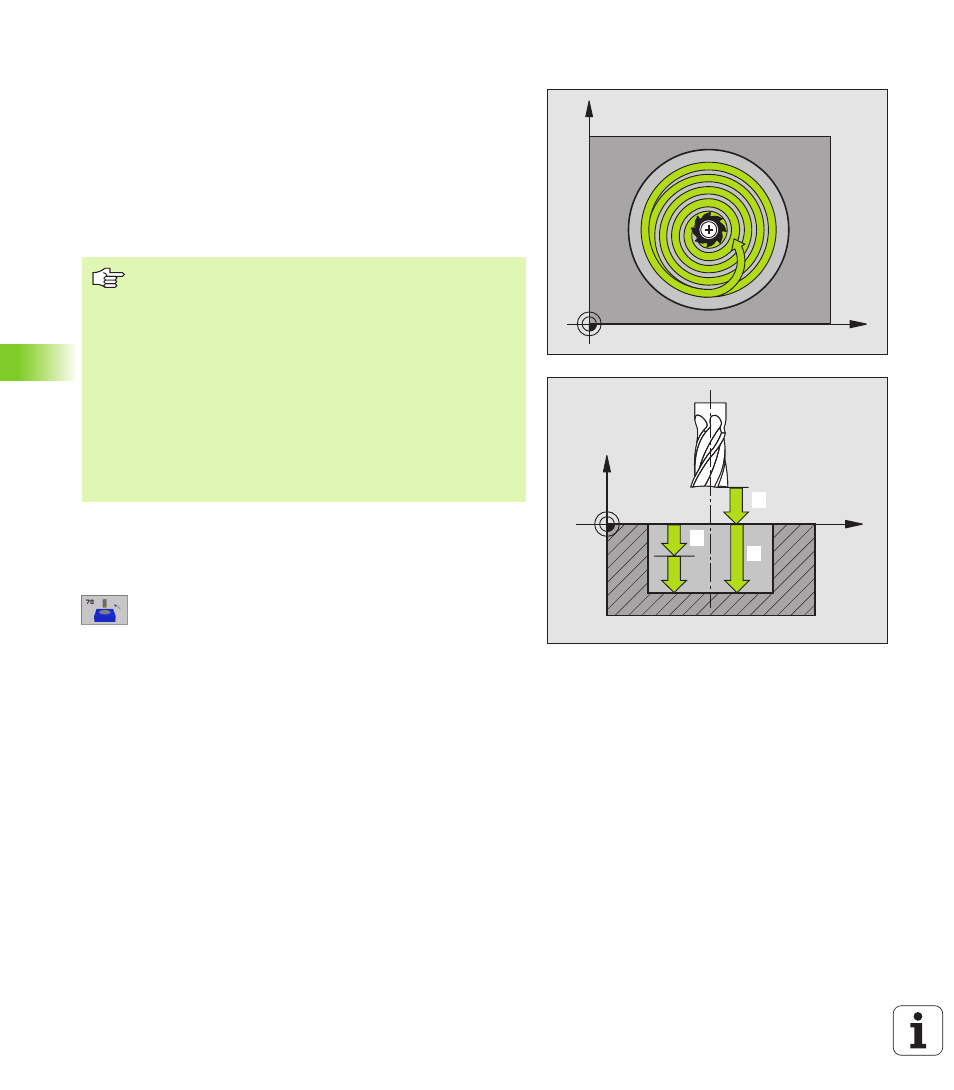
2
Nast pnie narz dzie rysuje z posuwem F pokazany na rysunku po
prawej stronie tor w kształcie spirali; do bocznego dosuwu k,
patrz „FREZOWANIE KIESZENI (cykl G75, G76)”, strona 302
3
Ta operacja powtarza si , aż zostanie osi gni ta gł bokość
4
Przy końcu cyklu TNC przemieszcza narz dzie z powrotem do
pozycji startu
Kierunek obrotu przy usuwaniu materiału
n
Zgodnie z ruchem wskazówek zegara: G77 (DR )
n
Ruchem przeciwnym do ruchu wskazówek zegara: G78 (DR+)
U
U
U
U
Odst p bezpieczeństwa
1
(przyrostowo): Odst p
wierzchołek ostrza narz dzia (pozycja startu) –
powierzchnia obrabianego przedmiotu
U
U
U
U
Gł bokość frezowania
2
: Odst p powierzchnia
obrabianego przedmiotu – dno kieszeni
U
U
U
U
Gł bokość dosuwu
3
(przyrostowo): Wymiar, o jaki
narz dzie zostaje każdorazowo dosuni te. TNC
dojeżdża jednym chodem roboczym na gł bokość
jeżeli:
n
Gł bokość dosuwu i gł bokość s sobie równe
n
Gł bokość dosuwu jest wi ksza niż gł bokość
X
Y
X
Z
11
12
13
Prosz uwzgl dnić przed programowaniem
Używać freza z tn cym przez środek z bem czołowym
(DIN 844) lub dokonać wiercenia wst pnego na środku
wybrania.
Pozycjonować wst pnie nad środkiem kieszeni z korekcj
promienia G40.
Zaprogramować blok pozycjonowania w punkcie startu na
osi wrzeciona (odst p bezpieczeństwa nad powierzchni
obrabianego przedmiotu).
Znak liczby parametru cyklu Gł bokość określa kierunek
pracy (obróbki). Jeśli zaprogramujemy gł bokość = 0, to
TNC nie wykonuje tego cyklu.