HEIDENHAIN iTNC 530 (340 422) ISO programming Instrukcja Obsługi
Strona 266
266
8 Programowanie: Cykle
8.3 Cykle dla wier
cenia, gwintowania i fr
e
zowania gwintów
U
U
U
U
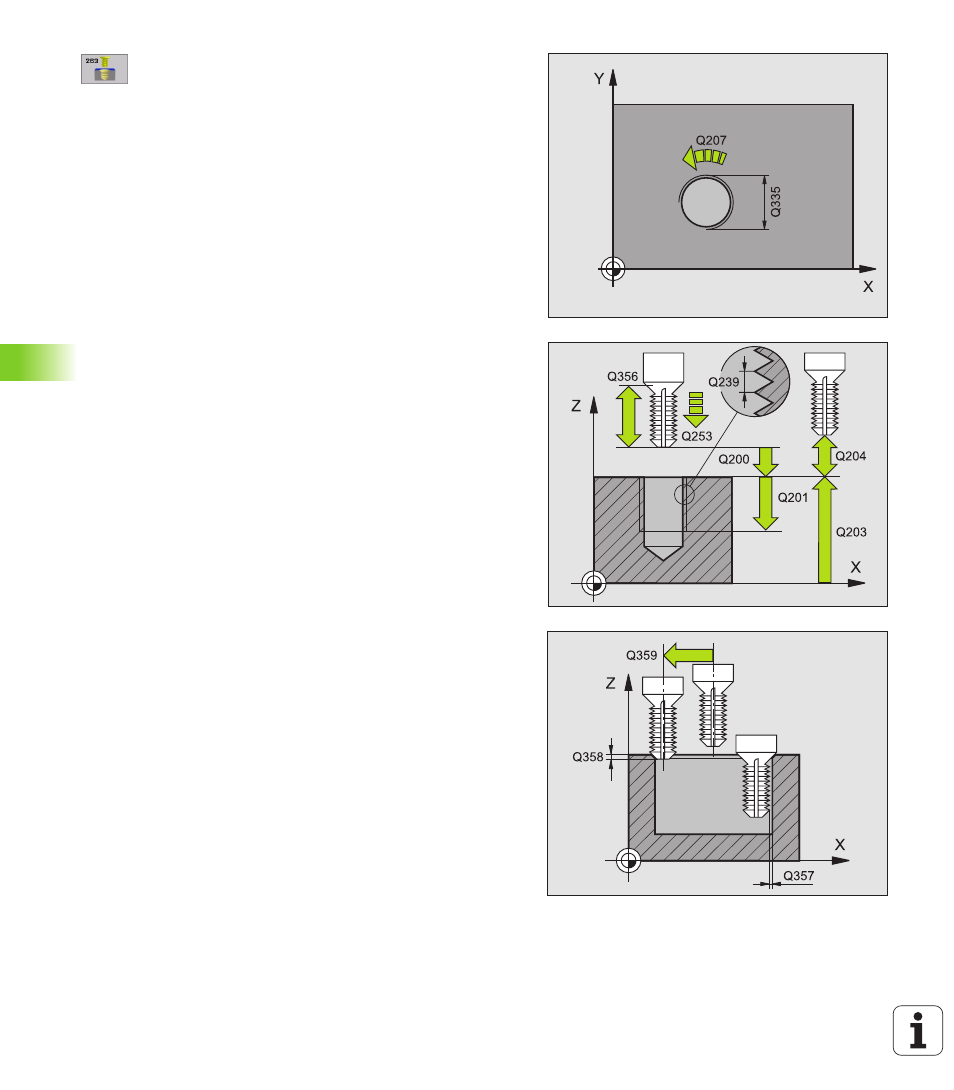
Zadana średnica Q335: Nominalna średnica gwintu
U
U
U
U
Skok gwintu Q239: Skok gwintu. Znak liczby określa
gwint prawo i lewoskr tny:
+= gwint prawoskr tny
– = gwint lewoskr tny
U
U
U
U
Gł bokość gwintu Q201 (przyrostowo): Odst p
pomi dzy powierzchni obrabianego przedmiotu i
dnem gwintu
U
U
U
U
Gł bokość pogł biania Q356 (przyrostowo):
Odst p powierzchnia obrabianego przedmiotu i
wierzchołek ostrza narz dzia
U
U
U
U
Posuw pozycjonowania wst pnego Q253:
Pr dkość przemieszczenia narz dzia przy
zagł bianiu w materiał obrabianego przedmiotu lub
przy wysuwaniu narz dzia z materiału w mm/min
U
U
U
U
Rodzaj frezowania Q351: Rodzaj obróbki
frezowaniem przy M03
+1 = Frezowanie współbieżne
–1 = Frezowanie przeciwbieżne
U
U
U
U
Bezpieczna wysokość Q200 (przyrostowo):
Odst p wierzchołek ostrza narz dzia – powierzchnia
obrabianego przedmiotu
U
U
U
U
Bezpieczna wysokość z boku Q357 (przyrostowo):
Odst p pomi dzy ostrzem narz dzia i ściank
odwiertu
U
U
U
U
Gł bokość czołowo Q358 (przyrostowo): Odst p
powierzchnia obrabianego przedmiotu i wierzchołek
ostrza narz dzia przy czołowym pogł bianiu
U
U
U
U
Przesuni cie pogł biania czołowo Q359
(inkremental): Odst p o jaki TNC przesuwa środek
narz dzia ze środka odwiertu