Linia konturu (cykl g125), 7 slcykle grupa ii – HEIDENHAIN iTNC 530 (340 422) ISO programming Instrukcja Obsługi
Strona 351
HEIDENHAIN iTNC 530
351
8.7 SLcykle grupa II
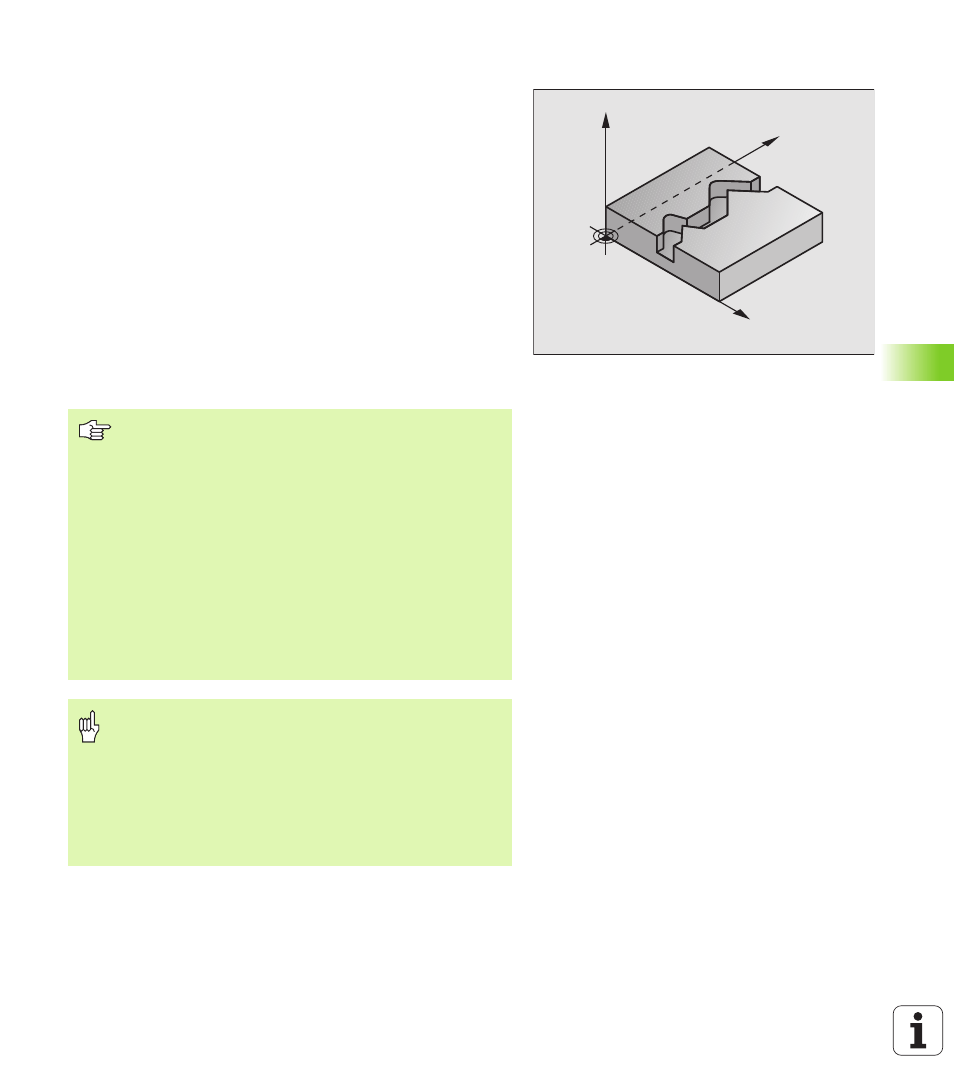
LINIA KONTURU (cykl G125)
Przy pomocy tego cyklu można wraz z cyklem G37 KONTUR –
obrabiać „otwarte” kontury: Pocz tek konturu i jego koniec nie leż
w tym samym punkcie.
Cykl G125 CI G KONTURU wykazuje w porównaniu do obróbki
otwartego konturu z blokami pozycjonowania znaczne zalety:
n
TNC nadzoruje obróbk na ścinki i uszkodzenia konturu.
Sprawdzić kontur przy pomocy grafiki testowej
n
Jeśli promień narz dzia jest za duży, to kontur musi zostać
ewentualnie wtórnie obrobiony na narożach wewn trznych
n
Obróbk można wykonywać na całej długości ruchem
współbieżnym lub przeciwbieżnym. Rodzaj frezowania pozostanie
nawet zachowany, jeśli nast pi odbicie lustrzane konturów
n
W przypadku kilku dosuwów TNC może przemieszczać narz dzie
tam i z powrotem: Dodatkowo skraca si czas obróbki.
n
Można także wprowadzić wartości naddatków, aby w kilku
przejściach roboczych dokonywać obróbki zgrubnej i
wykańczaj cej
Y
X
Z
Prosz uwzgl dnić przed programowaniem
Znak liczby parametru cyklu Gł bokość określa kierunek
pracy (obróbki). Jeśli zaprogramujemy gł bokość = 0, to
TNC nie wykonuje tego cyklu.
TNC uwzgl dnia tylko pierwszy znacznik z cyklu G37
KONTUR.
Pami ć dla SL cyklu jest ograniczona. W jednym SL cyklu
można zaprogramować np. maksymalnie 1024 bloków
prostych.
Cykl G120 DANE KONTURU nie jest potrzebny.
Programowane bezpośrednio po cyklu G125 pozycje w
postaci łańcucha wymiarowego odnosz si do pozycji
narz dzia na końcu cyklu.
Uwaga niebezpieczeństwo kolizji!
Aby unikn ć możliwych kolizji:
n
Bezpośrednio po cyklu G125 nie programować pozycji
w postaci łańcucha wymiarowego, ponieważ odnosz
si one do pozycji narz dzia na końcu cyklu.
n
Najechać we wszystkich osiach głównych zdefiniowan
(absolutn ) pozycj , ponieważ pozycja narz dzia przy
końcu cyklu nie odpowiada pozycji na pocz tku cyklu.