Wytaczanie (cykl g202) – HEIDENHAIN iTNC 530 (340 422) ISO programming Instrukcja Obsługi
Strona 239
HEIDENHAIN iTNC 530
239
8.3 Cykle dla wier
cenia, gwintowania i fr
e
zowania gwintów
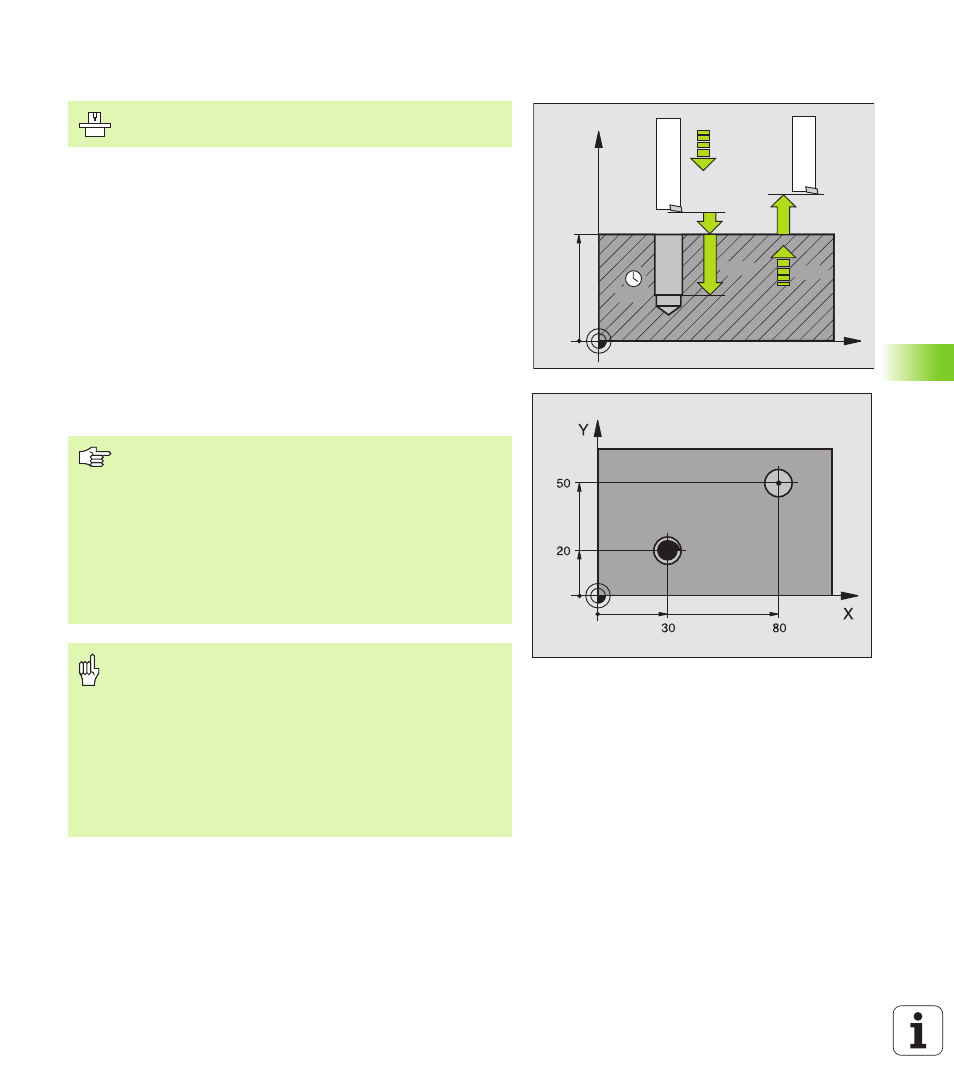
WYTACZANIE (cykl G202)
1
TNC pozycjonuje narz dzie w osi wrzeciona na biegu szybkim na
Bezpieczn wysokość nad powierzchni obrabianego
przedmiotu
2
Narz dzie wierci z posuwem wiercenia na gł bokość
3
Na dnie wiercenia narz dzie przebywa – jeśli to wprowadzono – z
obracaj cym si wrzecionem do wyjścia z materiału
4
Nast pnie TNC przeprowadza orientacj wrzeciona na t
pozycj , która w parametrze Q336 jest zdefiniowana
5
Jeśli została wybrana praca narz dzia po wyjściu z materiału,
TNC przemieszcza narz dzie w wprowadzonym kierunku 0,2 mm
(wartość stała)
6
Nast pnie TNC przemieszcza narz dzie z posuwem powrotu na
Bezpieczn wysokość i z tamt d – jeśli wprowadzono– na biegu
szybkim na 2 g Bezpieczn wysokość. Jeśli Q214=0 nast puje
powrót przy ściance odwiertu
X
Z
Q200
Q201
Q206
Q211
Q203
Q204
Q208
Maszyna i TNC musz być przygotowane przez
producenta maszyn do używania sondy pomiarowej TT.
Prosz uwzgl dnić przed programowaniem
Zaprogramować blok pozycjonowania w punkcie startu
(środek odwiertu) płaszczyzny obróbki z korekcj
promienia G40 .
Znak liczby parametru cyklu Gł bokość określa kierunek
pracy (obróbki). Jeśli zaprogramujemy gł bokość = 0, to
TNC nie wykonuje tego cyklu.
TNC odtwarza na końcu cyklu stan chłodziwa i wrzeciona,
który obowi zywał przed wywołaniem cyklu.
Przy pomocy parametru maszynowego 7441 bit 2
nastawiamy, czy TNC ma wydawać komunikat o bł dach
przy wprowadzaniu dodatniej gł bokości (bit 2=1) czy też
nie (bit 2 = 0).
Uwaga niebezpieczeństwo kolizji!
Prosz zwrócić uwag , iż TNC przy dodatniej
wprowadzonej gł bokości odwraca obliczenie pozycji
poprzedniej. Narz dzie przemieszcza si na osi narz dzia
na biegu szybkim na odst p bezpieczeństwa poniżej
powierzchni obrabianego przedmiotu!