Wiercenie wstepne (cykl g121), Wyboru), 7 slcykle grupa ii – HEIDENHAIN iTNC 530 (340 422) ISO programming Instrukcja Obsługi
Strona 347
HEIDENHAIN iTNC 530
347
8.7 SLcykle grupa II
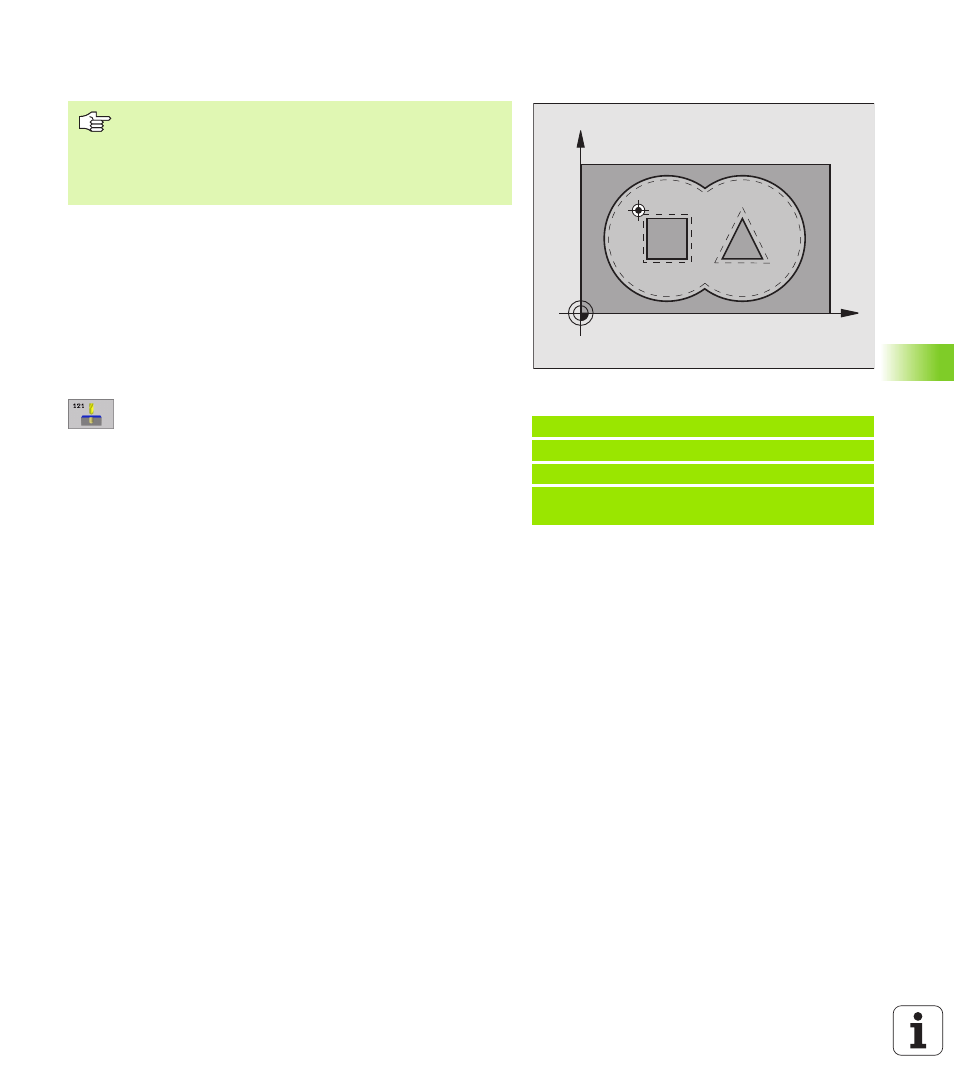
WIERCENIE WSTEPNE (cykl G121)
Przebieg cyklu
Jak cykl G83 Wiercenie gł bokie, patrz „Cykle dla wiercenia,
gwintowania i frezowania gwintów”, strona 232.
Zastosowanie
Cykl G121 WIERCENIE WST PNE uwzgl dnia dla punktów wci cia
w materiał naddatek na obróbk wykańczaj c boczn i naddatek na
obróbk wykańczaj c na dnie, jak i promień narz dzia
przeci gaj cego. Punkty wci cia s jednocześnie punktami startu
przeci gania.
U
U
U
U
Gł bokość dosuwu Q10 (przyrostowo): Wymiar, o
jaki narz dzie zostaje każdorazowo dosuni te (znak
liczby przy ujemnym kierunku pracy „–“)
U
U
U
U
Posuw dosuwu wgł bnego Q11: Posuw wiercenia
w mm/min
U
U
U
U
Numer narz dzia przeci gania Q13:: Numer
narz dzia –narz dzia przeci gania
Př klad: NC bloki
N58 G121 WIERCENIE WST PNE
Q10=+5
;Gł BOKOŚĆ DOSUWU
Q11=100
;POSUW WGł BNY
Q13=1
;NARZ DZIE DO USUWANIA
MATERIAłU (ZDZIERAK)
X
Y
TNC nie uwzgl dnia zaprogramowanej w T bloku wartości
delta DR dla obliczenia punktów wci cia w materiał.
W w skich miejscach TNC nie może dokonać wiercenia
wst pnego czasami, przy pomocy narz dzia wi kszego
niż narz dzie do obróbki zgrubnej.