Korekcja promienia narz dzia, 3 kor e kcja narzdzia – HEIDENHAIN iTNC 530 (340 422) ISO programming Instrukcja Obsługi
Strona 154
154
5 Programowanie: narz dzia
5.3 Kor
e
kcja narzdzia
Korekcja promienia narz dzia
Zapis programu dla przemieszczenia narz dzia zawiera
n
G41 lub G42 dla korekcji promienia
n
G43 albo G44, dla korekcji promienia przy równoległym do osi
ruchu przemieszczenia
n
G40, nie ma być przeprowadzona korekcja promienia
Korekcja promienia działa, bezpośrednio po wywołaniu narz dziai
po jego przemieszczeniu na płaszczyźnie z G41 lub G42.
Przy korekcji długości zostaj uwzgl dnione wartości delta zarówno
z T bloku jak i z tabeli narz dzi:
Wartość korekcji= R + DR
T
+ DR
TAB
z
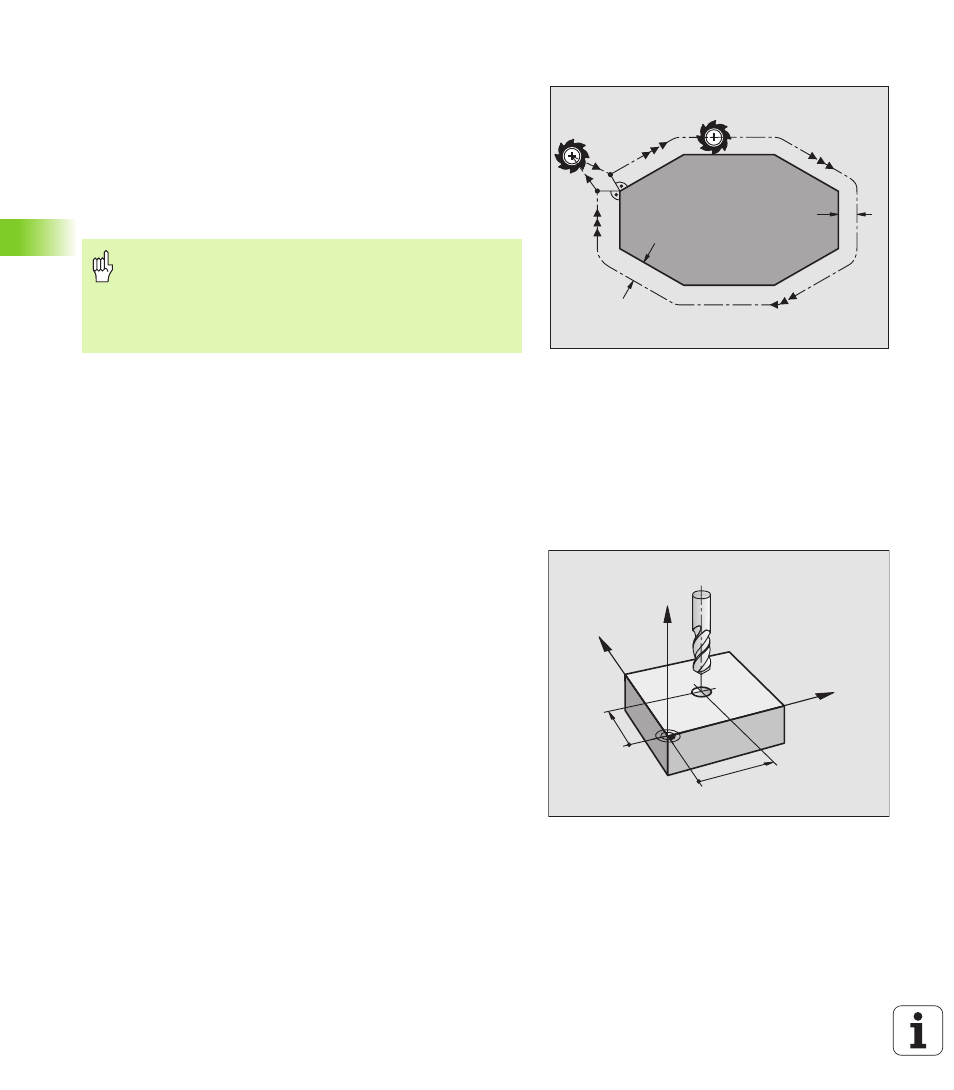
Ruchy kształtowe bez korekcji promienia: R0
Narz dzie przemieszcza si na płaszczyźnie obróbki ze swoim
punktem środkowym na zaprogramowanym torze lub na
zaprogramowanych współrz dnych.
Zastosowanie Wiercenie, pozycjonowanie wst pne.
TNC anuluje korekcj promienia, jeśli:
n
jeśli zaprogramujemy blok pozycjonowania przy
pomocy G40
n
Wywołanie programu z %... zaprogramować
n
wybierzemy nowy programu przy pomocy PGM MGT
R:
Promień narz dzia R z G99 wiersza lub tabeli narz dzi
DR
T
:
Naddatek DR dla promienia z T bloku (nie
uwzgl dniony przez wyświetlacz położenia)
DR
TAB:
Naddatek DR dla promienia z tabeli narz dzi
R
R
G40
G41
Y
X
Z
X
Y