Dane konturu (cykl g120), G120 dane konturu (koniecznie wymagane), 7 slcykle grupa ii – HEIDENHAIN iTNC 530 (340 422) ISO programming Instrukcja Obsługi
Strona 346
346
8 Programowanie: Cykle
8.7 SLcykle grupa II
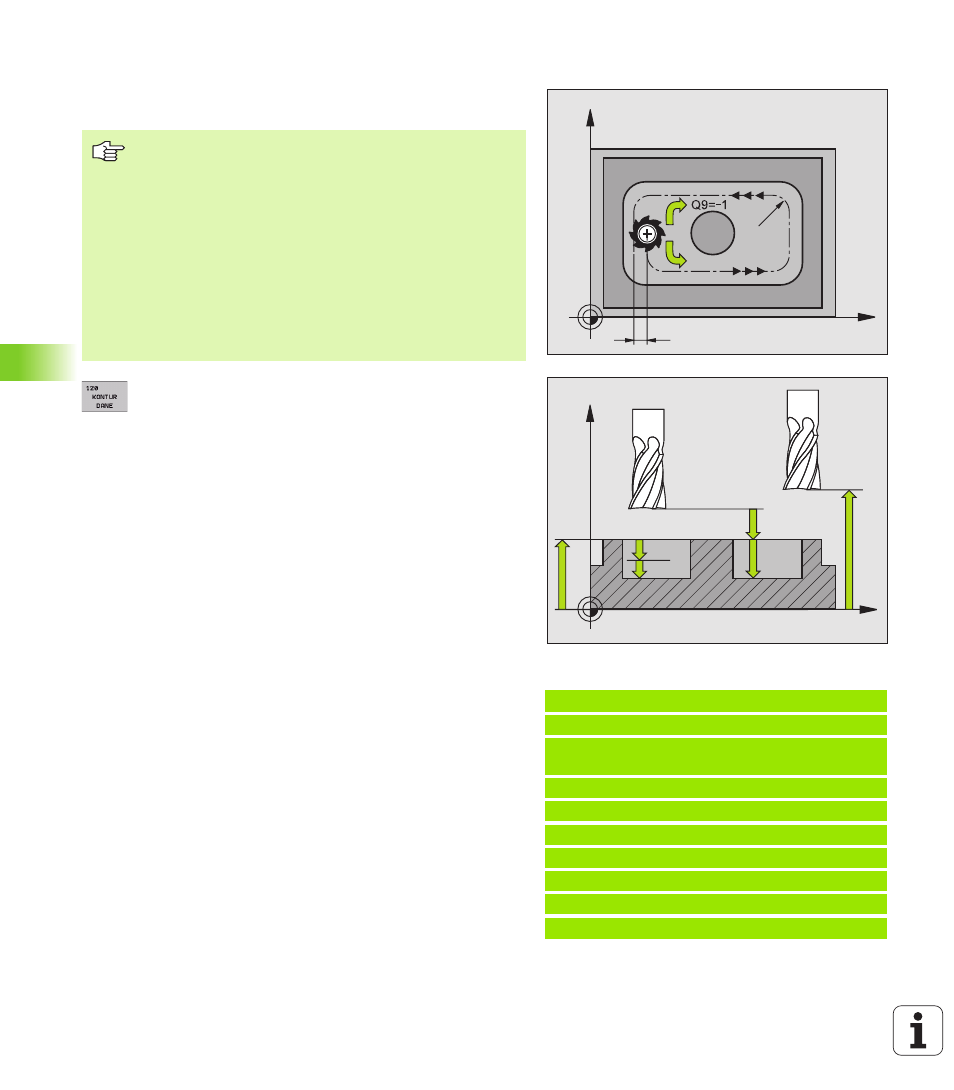
DANE KONTURU (cykl G120)
W cyklu G120 podaje si informacje dotycz ce obróbki dla
podprogramów z konturami cz ściowymi (wycinkowymi).
U
U
U
U
Gł bokość frezowania Q1 (przyrostowo):
Odległość powierzchnia obrabianego przedmiotu –
dno kieszeni.
U
U
U
U
Nakładanie si toru współczynnik Q2: Q2 x
promień narz dzia daje boczny dosuw k.
U
U
U
U
Naddatek dla obróbki wykańczaj cej z boku Q3
(przyrostowo): Naddatek dla obróbki wykańczaj cej
na płaszczyźnie obróbki.
U
U
U
U
Naddatek dla obróbki wykańczaj cej dna Q4
(przyrostowo): Naddatek dla obróbki wykańczaj cej
dna.
U
U
U
U
Współrz dna powierzchni obrabianego
przedmiotu Q5 (absolutnie): Współrz dna
bezwzgl dna powierzchni obrabianego przedmiotu
U
U
U
U
Bezpieczna wysokość Q6 (przyrostowo): Odst p
pomi dzy powierzchni czołow narz dzia i
powierzchni obrabianego przedmiotu
U
U
U
U
Bezpieczna wysokość Q7 (absolutnie): Bezwzgl dna
wysokość, na której nie może dojść do kolizji z
obrabianym przedmiotem (dla pozycjonowania
pośredniego i powrotu na końcu cyklu)
U
U
U
U
Promień zaokr glenia wewn trz Q8: Promień
zaokr glenia na wewn trznych „narożach“;
wprowadzona wartość odnosi si do toru punktu
środkowego narz dzia
U
U
U
U
Kierunek obrotu ? Zgodnie z ruchem wskazówek
zegara = 1 Q9: Kierunek obróbki dla kieszeni
n
w kierunku zgodnym z ruchem wskazówek zegara
(Q9 = 1 ruch przeciwbieżny dla kieszeni i wysepki)
n
w kierunku przeciwnym do ruchu wskazówek zegara
(Q9 = +1 ruch współbieżny dla kieszeni i wysepki)
Można sprawdzać parametry obróbki przy zatrzymaniu programu i w
razie potrzeby je przepisywać innymi.
Př klad: NC bloki
N57 G120 DANE KONTURU
Q1= 20
;Gł BOKOŚĆ FREZOWANIA
Q2=1
;NAKłADANIE SI TORÓW
KSZTAłTOWYCH
Q3=+0.2
;NADDATEK Z BOKU
Q4=+0.1
;NADDATEK NA Gł BOKOŚCI
Q5=+30
;WSPł. POWIERZCHNI
Q6=2
;ODST P BEZPIECZ.
Q7=+80
;BEZPIECZNA WYSOKOŚĆ
Q8=0.5
;PROMIEŃ ZAOKR GLENIA
Q9=+1
;KIERUNEK OBROTU
X
Y
k
Q9=+1
Q8
X
Z
Q6
Q7
Q1
Q10
Q5
Prosz uwzgl dnić przed programowaniem
Cykl G120 jest DEF aktywny, to znaczy cykl G120 jest
aktywny w programie obróbki od momentu jego
zdefiniowania.
Znak liczby parametru cyklu Gł bokość określa kierunek
pracy (obróbki). Jeśli zaprogramujemy gł bokość = 0, to
TNC nie wykonuje odpowiedniego cyklu.
Podane w cyklu G120 informacje o obróbce obowi zuj
dla cykli G121 do G124.
Jeśli SL cykle s używane w programach z Q
parametrami, nie wolno parametrów Q1 do Q19
zastosować jako parametrów programu.