Usuwanie materiału (cykl g57), G57 usuwanie materiału (koniecznie wymagane), 6 slcykle grupa 1 – HEIDENHAIN iTNC 530 (340 422) ISO programming Instrukcja Obsługi
Strona 337
HEIDENHAIN iTNC 530
337
8.6 SLcykle grupa 1
USUWANIE MATERIAŁU (cykl G57)
Przebieg cyklu
1
TNC pozycjonuje narz dzie na płaszczyźnie obróbki nad
pierwszym naci ciem, przy tym TNC uwzgl dnia naddatek na
obróbk wykańczaj c
2
Przy pomocy posuwu wgł bnego TNC przemieszcza narz dzie
na pierwsz gł bokość dosuwu
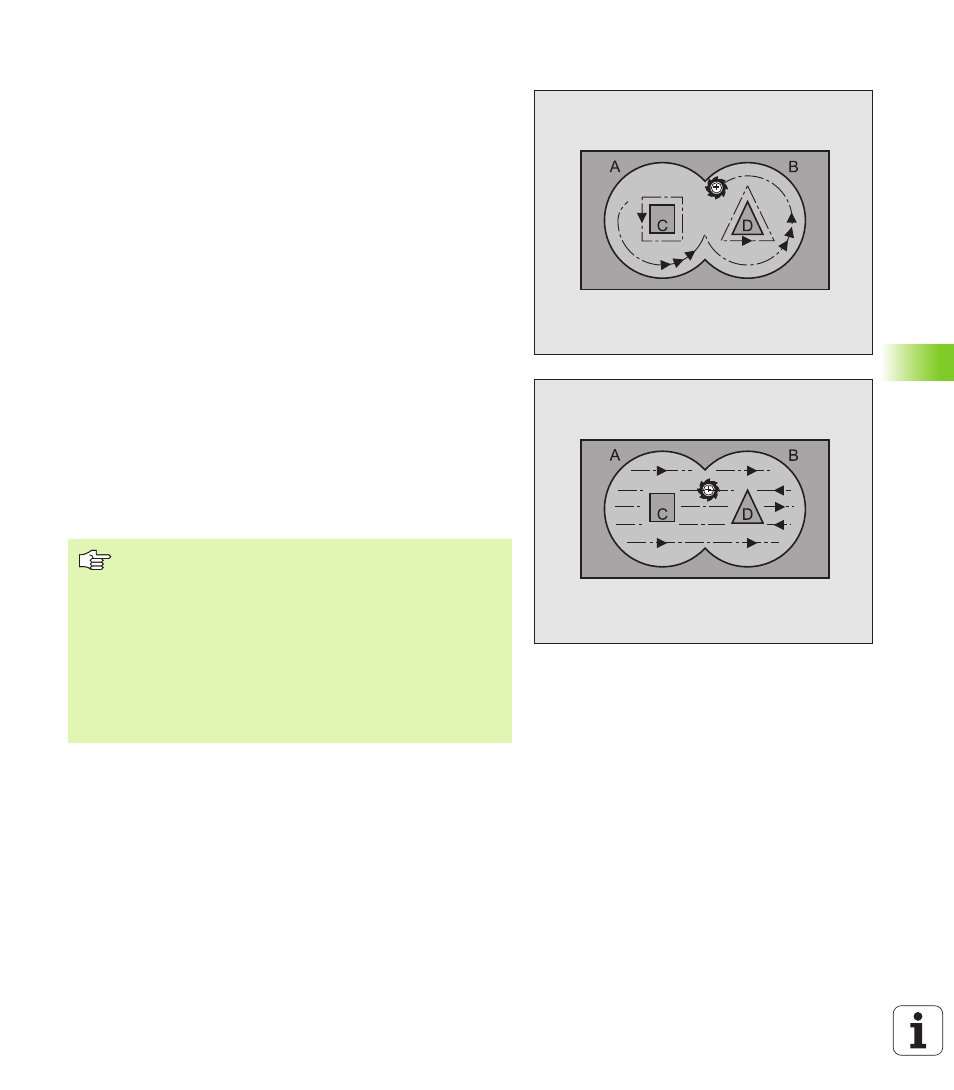
Frezowanie obiegu konturu (patrz rysunek po prawej u góry):
1
Narz dzie frezuje po obwodzie konturu z wprowadzonym
posuwem pierwsz cz ść, naddatek na obróbk wykańczaj c
zostaje uwzgl dniony na płaszczyźnie obróbki
2
Dalsze dosuwy i dalsze cz ści konturu TNC obrabia w ten sam
sposób
3
TNC przemieszcza narz dzie w osi wrzeciona na odst p
bezpieczeństwa i nast pnie nad pierwszym punktem naci cia na
płaszczyźnie obróbki
Usuwanie materiału z kieszeni (patrz rysunek po prawej na środku):
1
Na pierwszej gł bokości dosuwu narz dzie frezuje z posuwem
frezowania kontur równolegle do osi lub pod wprowadzonym
k tem usuwania materiału
2
Przy tym kontury wysepki zostaj (tu: C/D) przejechane na
odst pie bezpieczeństwa
3
Ta operacja powtarza si , aż zostanie osi gni ta gł bokość
frezowania
Prosz uwzgl dnić przed programowaniem
Przy pomocy MP7420.0 i MP7420.1 określamy, jak TNC
ma obrabiać kontur (patrz „Ogólne parametry
użytkownika” na stronie 512).
Zaprogramować blok pozycjonowania w punkcie startu w
osi wrzeciona (bezpieczna wysokość nad powierzchni
obrabianego przedmiotu)
W danym przypadku prosz użyć freza z tn cym przez
środek z bem czołowym (DIN 844), albo wywiercić
wst pnie przy pomocy cyklu 21.