9 cykle dla fr e zowania metod wier s zowania – HEIDENHAIN iTNC 530 (340 422) ISO programming Instrukcja Obsługi
Strona 379
HEIDENHAIN iTNC 530
379
8.9 Cykle dla fr
e
zowania metod wier
s
zowania
U
U
U
U
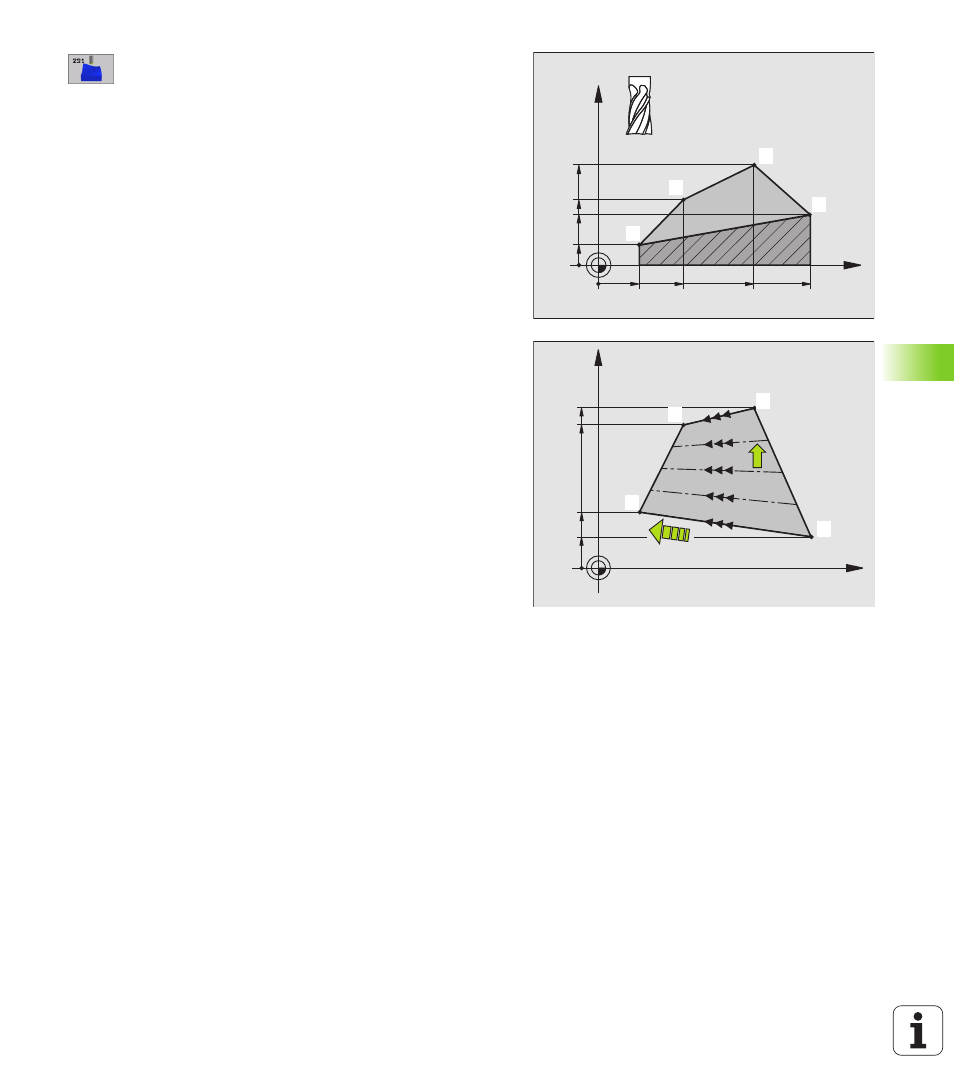
Punkt startu 1 szej osi Q225 (absolutnie):
Współrz dna punktu startu frezowanej wierszowo
powierzchni w osi głównej płaszczyzny obróbki
U
U
U
U
Punkt startu 2 szej osi Q226 (absolutnie):
Współrz dna punktu startu frezowanej wierszowo
powierzchni w osi pomocniczej płaszczyzny obróbki
U
U
U
U
Punkt startu 3 szej osi Q227 (absolutnie):
Współrz dna punktu startu obrabianej powierzchni
w osi wrzeciona
U
U
U
U
2. Punkt startu 1 szej osi Q228 (absolutnie):
Współrz dna punktu startu frezowanej wierszowo
powierzchni w osi głównej płaszczyzny obróbki
U
U
U
U
2. Punkt startu 2 szej osi Q229 (absolutnie):
Współrz dna punktu końcowego frezowanej
wierszowo powierzchni w osi pomocniczej
płaszczyzny obróbki
U
U
U
U
2. Punkt startu 3 szej osi Q230 (absolutnie):
Współrz dna punktu końcowego obrabianej
powierzchni w osi wrzeciona
U
U
U
U
3. Punkt startu 1 szej osi Q231 (absolutnie):
Współrz dna punktu
3
w osi głównej płaszczyzny
obróbki
U
U
U
U
3. Punkt startu 2 szej osi Q232 (absolutnie):
Współrz dna punktu
3
w osi pomocniczej
płaszczyzny obróbki
U
U
U
U
3. Punkt startu 3 szej osi Q233 (absolutnie):
Współrz dna punktu
3
w osi wrzeciona
X
Z
Q236
Q233
Q227
Q230
Q228
Q225
Q234
Q231
11
12
13
14
X
Y
Q229
Q207
N = Q240
Q226
Q232
Q235
11
12
13
14