Wyznaczanie punktu odniesienia (cykl g247), 10 cykle dla przeliczania współrzdnych – HEIDENHAIN iTNC 530 (340 422) ISO programming Instrukcja Obsługi
Strona 389
HEIDENHAIN iTNC 530
389
8.10 Cykle dla przeliczania współrzdnych
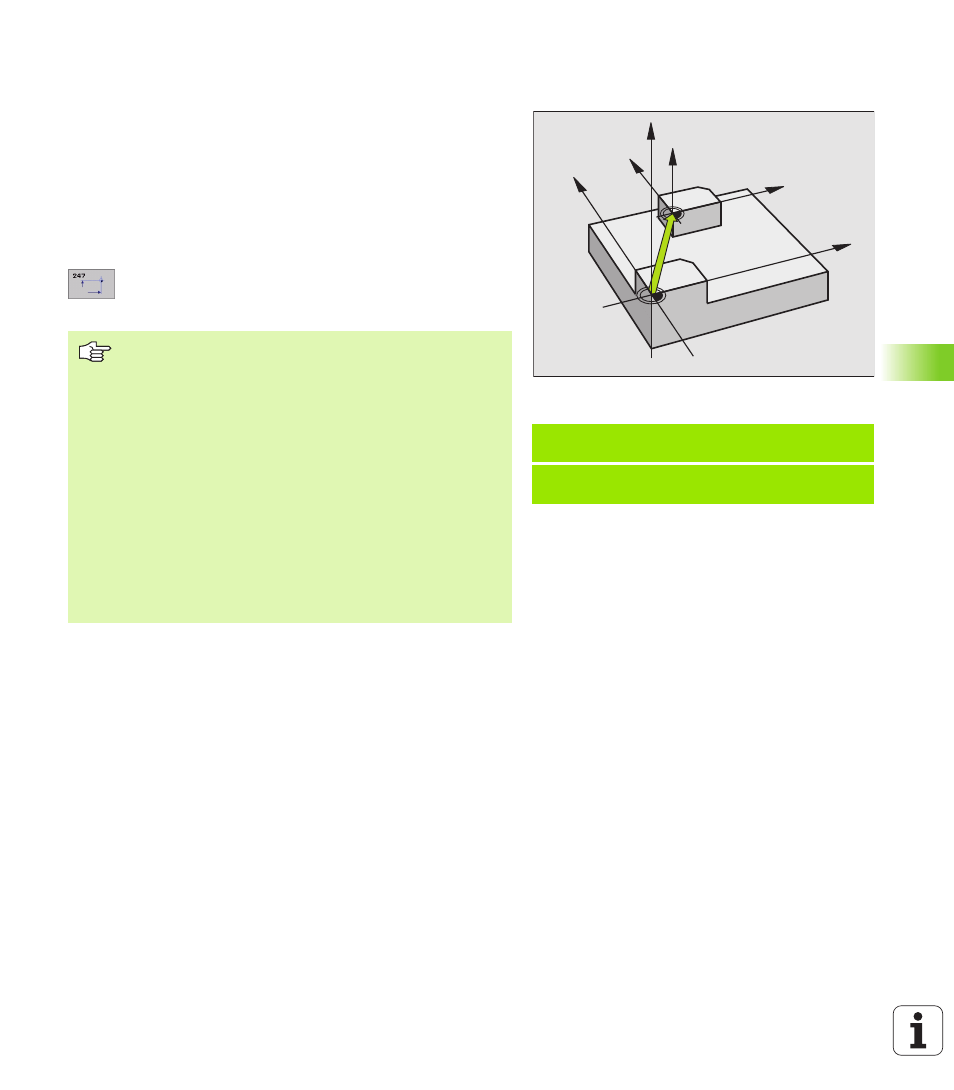
WYZNACZANIE PUNKTU ODNIESIENIA
(cykl G247)
Przy pomocy cyklu WYZNACZANIE PUNKTU ODNIESIENIA można
aktywować zdefiniowany w tabeli Preset punkt zerowy jako nowy
punkt odniesienia.
Działanie
Po definicji cyklu WYZNACZANIE PUNKTU ODNIESIENIA wszystkie
wprowadzone dane o współrz dnych i przesuni cia punktów
zerowych (bezwzgl dne i inkrementalne) odnosz si do nowego
punktu odniesienia.
U
U
U
U
Numer punktu odniesienia?: Podać numer punktu
odniesienia z tabeli preset, który ma zostać
aktywowany
Wyświetlacze stanu
W dodatkowym wyświetlaczu statusu zostaj ukazane nast puj ce
dane z tabeli punktów zerowych (patrz „Przeliczenia współrz dnych”
na stronie 41):
n
Nazwa i ścieżka aktywnej tabeli punktów zerowych
n
Aktywny numer punktu zerowego
n
Komentarz ze szpalty DOC aktywnego numeru punktu zerowego
Dodatkowo w dużym oknie statusu zostaje ukazany aktywny numer
preset za symbolem punktu odniesienia.
Př klad: NC bloki
N13 G247 WYZNACZENIE PUNKTU
ODNIESIENIA
Q339=4
;NUMER PUNKTU
ODNIESIENIA
Z
Z
X
X
Y
Y
Przy aktywowaniu punktu odniesienia z tabeli preset, TNC
wycofuje wszystkie aktywne przeliczenia współrz dnych,
aktywowane przy pomocy nast puj cych cykli:
n
Cykl G53/G54, przesuni cie punktu zerowego
n
Cykl G28, odbicie lustrzane
n
Cykl G73, obrót
n
Cykl G72, współczynnik wymiarowy
Przeliczenie współrz dnych z cyklu G80, nachylenie
płaszczyzny obróbki pozostaje nadal aktywne.
TNC wyznacza preset tylko na tych osiach, które s
zdefiniowane w tabeli preset z wartościami. Punkt
odniesienia osi, oznaczonych przy pomocy – pozostaje
niezmieniony.
W trybie pracy PGM Test cykl G247 nie działa.