8 slcykle ze wzor e m (formuł) konturu – HEIDENHAIN iTNC 530 (340 422) ISO programming Instrukcja Obsługi
Strona 371
HEIDENHAIN iTNC 530
371
8.8 SLcykle ze wzor
e
m (formuł) konturu
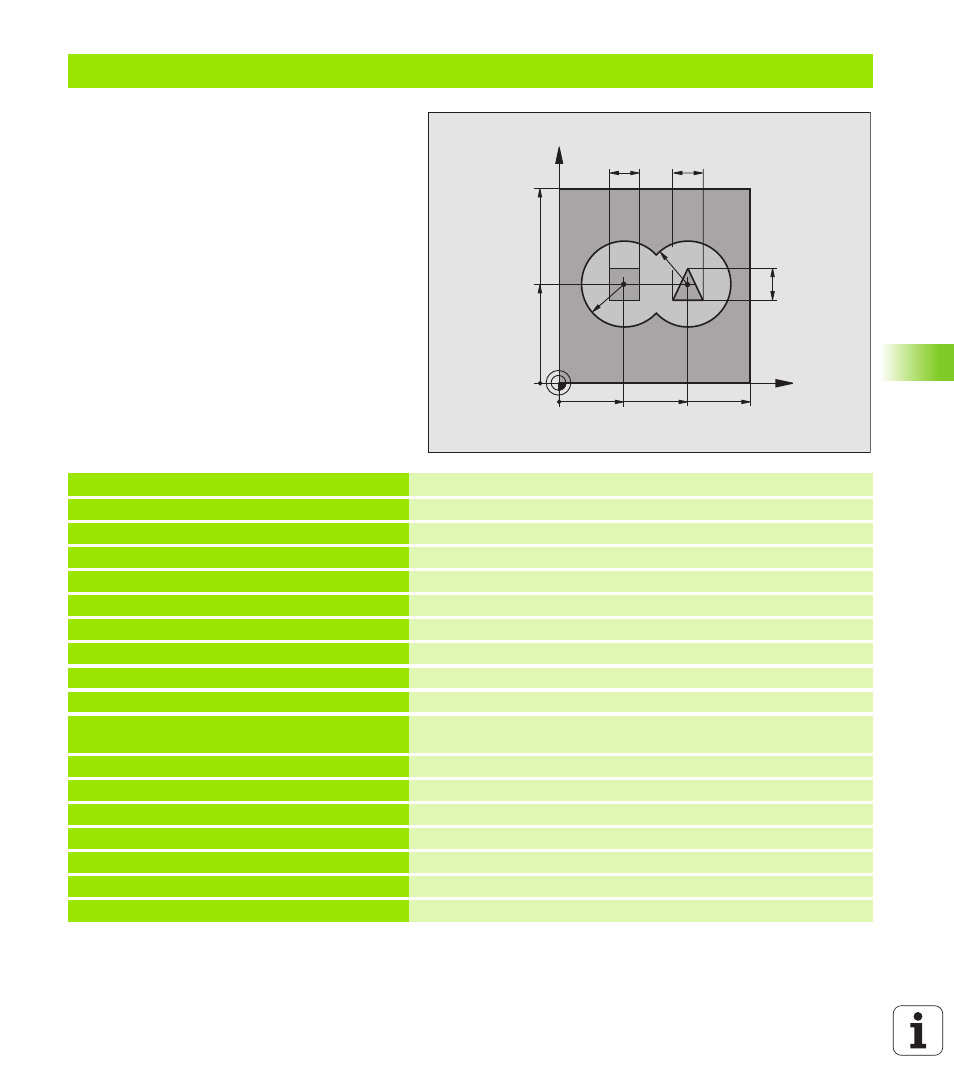
Przykład: Obróbka zgrubna i wykańczaj ca konturu przy pomocy wzoru konturu
%C21 G71 *
N10 G30 G17 X+0 Y+0 Z 40 *
Definicja cz ści nieobrobionej
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+2,5 *
Definicja narz dzia frez do obróbki zgrubnej
N40 G99 T2 L+0 R+3 *
Definicja narz dzia frez do obróbki wykańczaj cej
N50 T1 G17 S2500 *
Wywołanie narz dzia frez do obróbki wykańczaj cej
N60 G00 G40 G90 Z+250 *
Przemieścić narz dzie poza materiałem
N70 %:CNT: “MODEL“ *
Program definiowania konturu określić
N80 G120 DANE KONTURU
Określić ogólne parametry obróbki
Q1= 20
;Gł BOKOŚĆ FREZOWANIA
Q2=1
;NAKłADANIE SI TORÓW
KSZTAłTOWYCH
Q3=+0.5
;NADDATEK Z BOKU
Q4=+0.5
;NADDATEK NA Gł BOKOŚCI
Q5=+0
;WSPł. POWIERZCHNI
Q6=2
;ODST P BEZPIECZ.
Q7=+100
;BEZPIECZNA WYSOKOŚĆ
Q8=0.1
;PROMIEŃ ZAOKR GLENIA
Q9= 1
;KIERUNEK OBROTU
X
Y
35
50
100
100
16
16
R25
65
16
R25