2 podstawy o funkcjach toru kształtowego – HEIDENHAIN iTNC 530 (340 422) ISO programming Instrukcja Obsługi
Strona 168
168
6 Programowanie: Programowanie konturów
6.2 Podstawy o funkcjach toru kształtowego
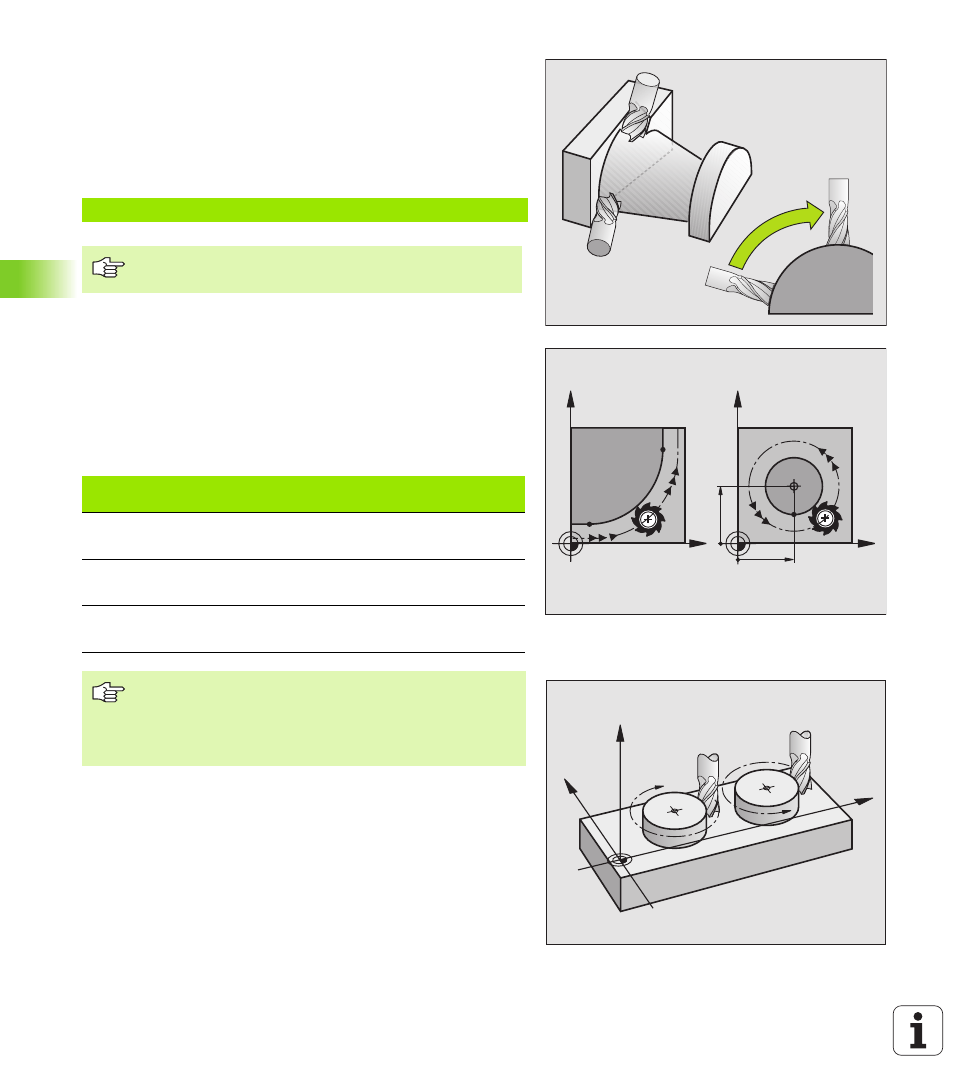
Wprowadzenie wi cej niż trzech współrz dnych
TNC może sterować 5 osiami jednocześnie. Podczas obróbki z 5
osiami przesuwaj si na przykład 3 osie liniowe i 2 obrotowe
jednocześnie.
Program obróbki dla takiego rodzaju obróbki wydawany jest przez
system CAD i nie może zostać zestawiony na maszynie.
Przykład:
Okr gi i łuki koła
Przy ruchach kołowych TNC przemieszcza dwie osie maszyny
jednocześnie: Narz dzie porusza si wzgl dnie do obrabianego
przedmiotu po torze kołowym. Dla ruchów okr żnych można
wprowadzić punkt środkowy koła.
Przy pomocy funkcji toru kształtowego dla łuków kołowych
programujemy koła na płaszczyznach głównych: Płaszczyzna
główna powinna przy wywoływaniu narz dzia zostać zdefiniowana
wraz z określeniem osi wrzeciona:
Kierunek obrotu przy ruchach kołowych
Dla ruchów okr żnych bez stycznego przejścia do innego
Dla elementów konturu prosz wprowadzić kierunek obrotu poprzez
nast puj ce funkcje:
n
Obrót zgodnie z ruchem wskazówek zegara (RWZ): G02/G12
n
Obrót w kierunku przeciwnym do ruchu wskazówek zegara: G03/
G13
N G01 G40 X+20 Y+10 Z+2 A+15 C+6 F100 M3 *
Ruch wi cej niż 3 osi nie jest wspomagany graficznie
przez TNC.
Oś wrzeciona
Płaszczyzna
główna
Punkt środkowy
koła
Z (G17)
XY, także
UV, XV, UY
I,J
Y (G18)
ZX, także
WU, ZU, WX
K,I
X (G19)
YZ, także
VW, YW, VZ
J, K
Okr gi, które nie leż równolegle do płaszczyzny głównej,
prosz programować przy pomocy funkcji „Nachylić
płaszczyzn obróbki “ (patrz „PŁASZCZYZNA OBRÓBKI
(cykl G80)”, strona 394), lub przy pomocy Q parametrów
(patrz „Zasada i przegl d funkcji”, strona 424).
X
Y
X
Y
I
J
G02/G12
G03/G13
X
Z
Y