3 automatyczny pomiar obrabianych przedmiotów – HEIDENHAIN TNC 426 (280 474) Touch Probe Cycles Instrukcja Obsługi
Strona 94
3 Cykle sondy impulsowej dla automatycznej
kontroli obrabianych przedmiotów
92
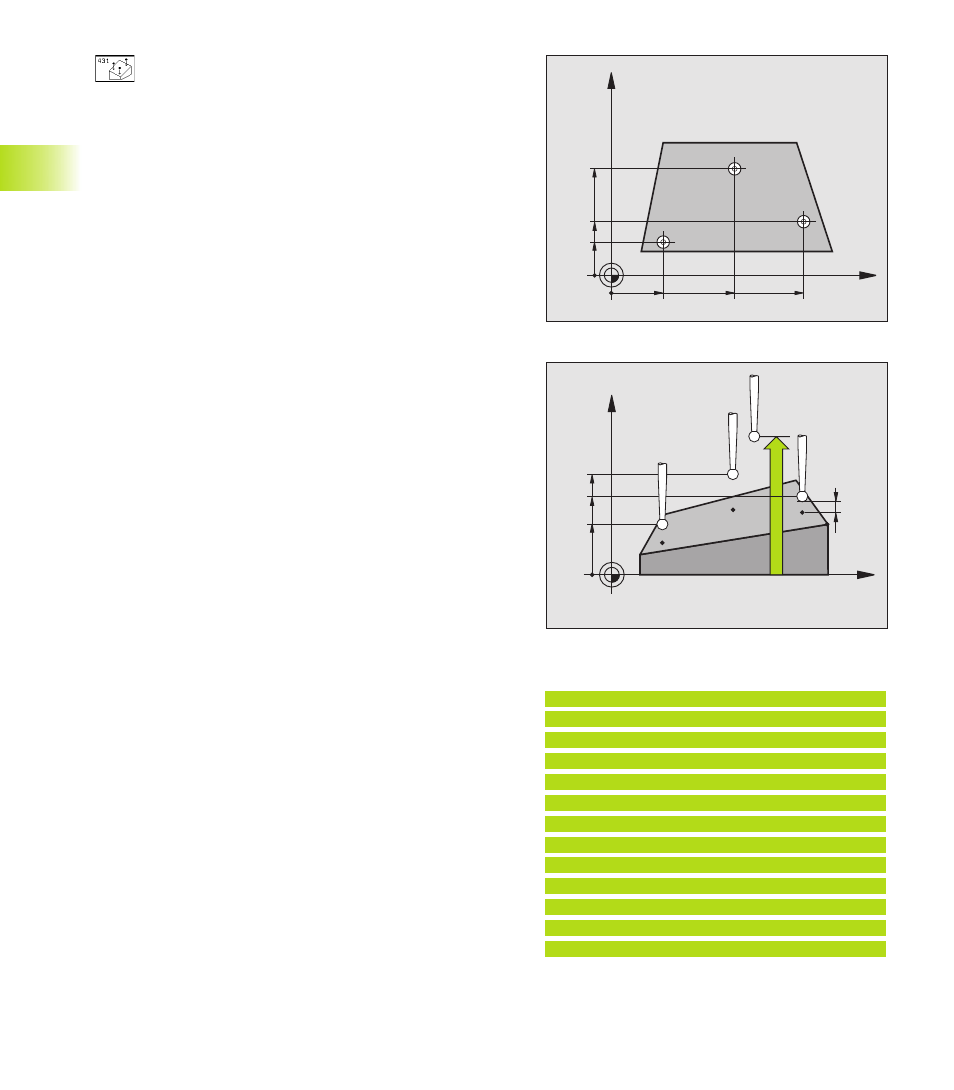
3.3 Automatyczny pomiar obrabianych przedmiotów
>
1 szy punkt pomiarowy 1 szej osi Q263
(bezwzgl dny): współrz dna pierwszego punktu
próbkowania w osi głównej płaszczyzny obróbki
>
1 szy punkt pomiarowy 2 giej osi Q264
(bezwzgl dny): współrz dna pierwszego punktu
próbkowania w osi pomocniczej płaszczyzny obróbki
>
1 szy punkt pomiarowy 3 ciej osi Q294
(bezwzgl dny): współrz dna pierwszego punktu
próbkowania w osi sondy
>
2 gi punkt pomiarowy 1 szej osi Q265 (bezwzgl dny):
współrz dna drugiego punktu próbkowania w osi
pomocniczej płaszczyzny obróbki
>
2 gi punkt pomiarowy 2 giej osi Q266 (bezwzgl dny):
współrz dna drugiego punktu próbkowania w osi
pomocniczej płaszczyzny obróbki
>
2 gi punkt pomiarowy 3 ciej osi Q295 (bezwzgl dny):
współrz dna drugiego punktu próbkowania w osi
sondy
>
3 ci punkt pomiaru 1 szej osi Q296 (bezwzgl dny):
współrz dna trzeciego punktu próbkowania w osi
głównej płaszczyzny obróbki
>
3 ci punkt pomiarowy 2 giej osi Q297 (bezwzgl dny):
współrz dna trzeciego punktu próbkowania w osi
pomocniczej płaszczyzny obróbki
>
3 ci punkt pomiarowy 3 ciej osi Q298 (bezwzgl dny):
współrz dna trzeciego punktu próbkowania w osi
sondy
>
Bezpieczny odst p Q320 (przyrostowo): dodatkowy
odst p mi dzy punktem pomiarowym i główk sondy.
Q320 działa addytywnie w stosunku do MP6140
>
Bezpieczny odst p Q320 (przyrostowo): dodatkowy
odst p mi dzy punktem pomiaru i główk sondy.
Q320 działa addytywnie w stosunku do MP6140
>
Bezpieczna wysokość Q260 (bezwzgl dna):
współrz dna w osi sondy, na której nie może dojść do
kolizji mi dzy sond i obrabianym przedmiotem
(mocowadłem)
>
Protokół pomiaru Q281: określić, czy TNC ma
sporz dzać protokół pomiaru :
0: Nie sporz dzać protokołu pomiaru
1: Sporz dzać protokół pomiaru: TNC odkłada plik
protokołu TCHPR431.TXT standardowo do tego
skoroszytu, w którym zapami tany jest program
pomiaru
X
Y
Q266
Q263
Q264
Q297
Q265
Q296
X
Z
Q298
Q295
Q294
Q260
MP6140
+
Q320
NC bloki przykładowe:
5 SONDA 431 MIERZYĆ PŁASZCZYZNA
Q263=+20
;1 SZY PUNKT 1 SZEJ OSI
Q264=+20
;1 SZY PUNKT 2 GIEJ OSI
Q294= 10
;1 SZY PUNKT 3 CIEJ OSI
Q265=+50
;2 GI PUNKT 1 SZEJ OSI
Q266=+80
;2 GI PUNKT 2 GIEJ OSI
Q295=+0
;2 GI PUNKT 3 CIEJ OSI
Q296=+90
;3 CI PUNKT 1 SZEJ OSI
Q297=+35
;3 CI PUNKT 2 GIEJ OSI
Q298=+12
;3 CI PUNKT 3 CIEJ OSI
Q320=0
;BEZPIECZNY ODST P
Q260=+5
;BEZPIECZNA WYSOKOŚĆ
Q281=1
;PROTOKÓŁ POMIARU