3 automatyczny pomiar obrabianych przedmiotów – HEIDENHAIN TNC 426 (280 474) Touch Probe Cycles Instrukcja Obsługi
Strona 86
3 Cykle sondy impulsowej dla automatycznej
kontroli obrabianych przedmiotów
84
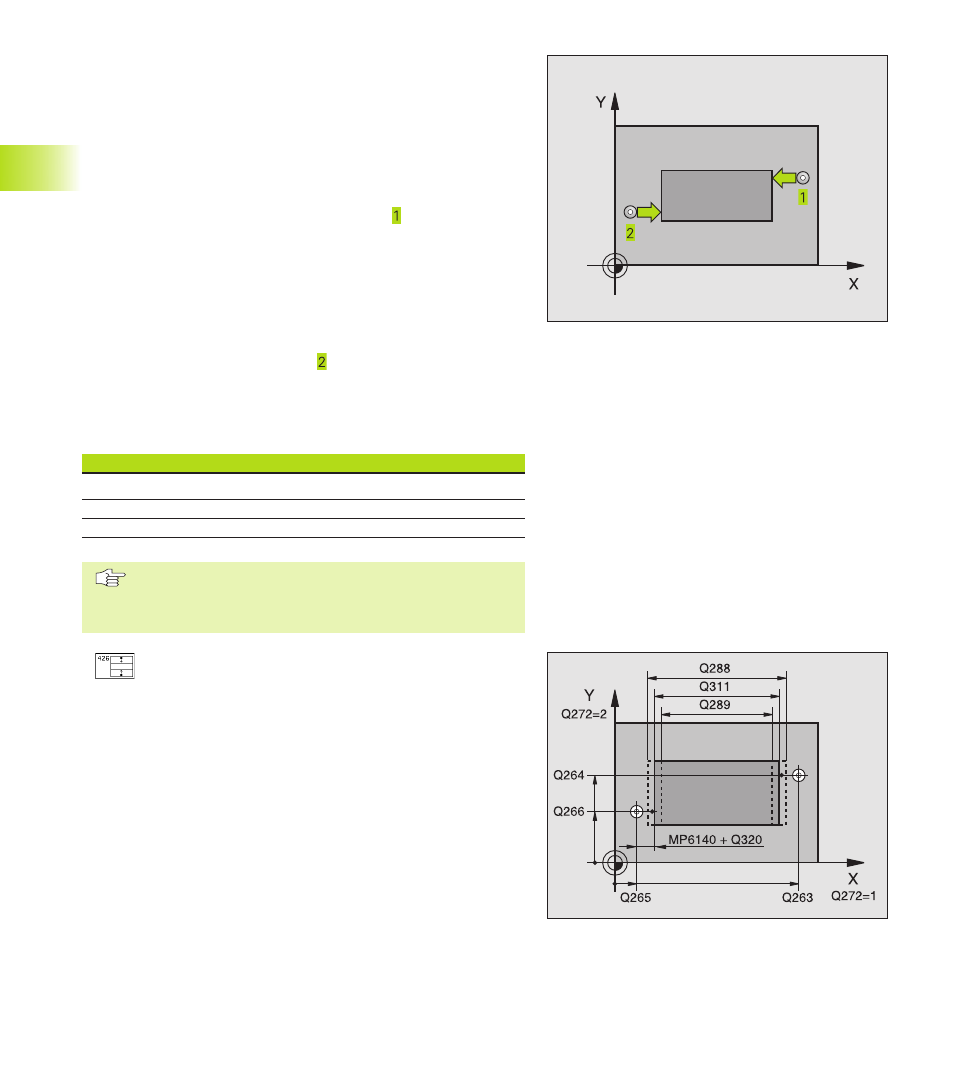
MIERZYĆ ŚRODNIK NA ZEWN. (cykl sondy 426,
DIN/ISO: G426)
Cykl sondy pomiarowej 426 ustala położenie i szerokość środnika.
Jeśli zdefiniujemy odpowiednie wartości tolerancji, to TNC
przeprowadza porównanie wartości zadanych i rzeczywistych i
odkłada odchylenie do parametrów systemowych.
1 TNC pozycjonuje sond z posuwem szybkim (wartość z MP6150
lub MP6361) i przy pomocy logiki pozycjonowania (rozdział 1.2)
do zaprogramowanego punktu próbkowania . TNC przesuwa
sond pomiarow o bezpieczny odst p przeciwnie do
określoneg kierunku przemieszczenia
2 Nast pnie sonda przemieszcza si na wprowadzon wysokość
pomiaru i przeprowadza pierwsz operacj próbkowania z
posuwem próbkowania (MP6120 lub MP6360). 1 sze
próbkowanie zawsze w kierunku ujemnym zaprogramowanej osi
3 Potem sonda przemieszcza si na bezpiecznej wysokości do
nast pnego punktu próbkowania i przeprowadza tam drug
operacj próbkowania
4 Na koniec TNC pozycjonuje sond z powrotem na Bezpieczn
wysokość i zapami tuje wartości rzeczywist i odchylenie w
nast puj cych Q parametrach.
Numer parametru Znaczenie
Q156
Wartość rzeczywista zmierzona długość
Q157
Wartość rzeczywista położenie osi środkowej
Q166
Odchylenie zmierzonego położenia
Prosz uwzgl dnić przed programowaniem
Przed definicj cyklu musi być zaprogramowane
wywołanie narz dzia dla definicji osi sondy pomiarowej.
>
1 szy punkt pomiarowy 1 szej osi Q263
(bezwzgl dny): współrz dna pierwszego punktu
próbkowania w osi głównej płaszczyzny obróbki
>
1 szy punkt pomiarowy 2 giej osi Q264
(bezwzgl dny): współrz dna pierwszego punktu
próbkowania w osi pomocniczej płaszczyzny obróbki
>
2 gi punkt pomiarowy 1 szej osi Q265 (bezwzgl dny):
współrz dna drugiego punktu pomiarowego w osi
głównej płaszczyzny obróbki
>
2 gi punkt pomiarowy 2 giej osi Q266 (bezwzgl dny):
współrz dna drugiego punktu próbkowania w osi
pomocniczej płaszczyzny obróbki
3.3 Automatyczny pomiar obrabianych przedmiotów