3 automatyczny pomiar obrabianych przedmiotów – HEIDENHAIN TNC 426 (280 474) Touch Probe Cycles Instrukcja Obsługi
Strona 73
HEIDENHAIN TNC 426, TNC 430
71
>
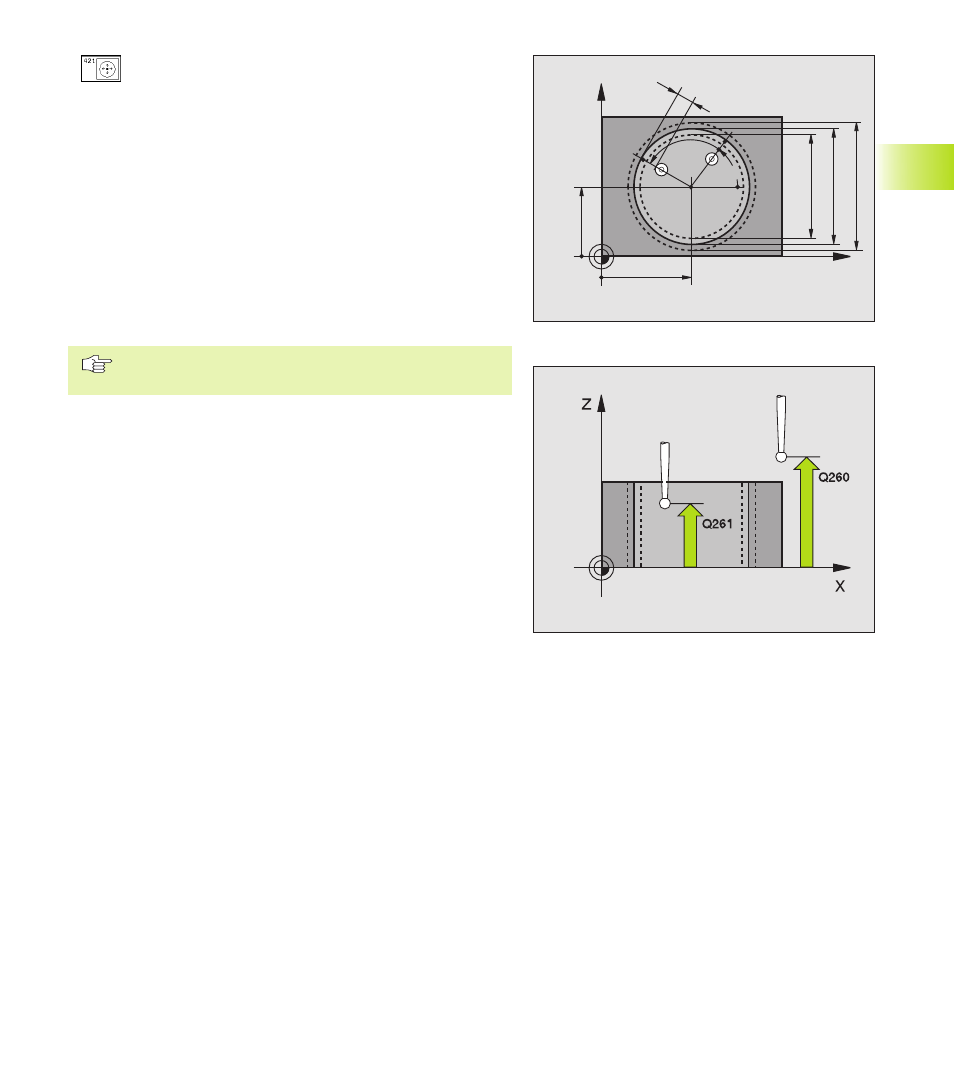
Środek 1 szej osi Q321 (bezwzgl dny): środek
odwiertu w osi głównej płaszczyzny obróbki
>
Środek 2 giej osi Q322 (bezwzgl dny): środek
odwiertu w osi pomocniczej płaszczyzny obróbki
>
Zadana średnica Q262: wprowadzić średnic
odwiertu
>
K t startu Q325 (bezwzgl dny): k t mi dzy osi
główn płaszczyzny obróbki i pierwszym punktem
próbkowania
>
Krok k ta Q247 (przyrostowo): k t mi dzy dwoma
punktami pomiarowymi, znak liczby kroku k ta
określa kierunek obróbki ( = zgodnie z ruchem
wskazówek zegara). Jeśli chcemy dokonać pomiaru
łuków kołowych, to prosz zaprogramować krok k ta
mniejszym niż 90°
Im mniejszym jest zaprogramowany krok k ta, tym
bardziej niedokładnie TNC oblicza punkt odniesienia.
>
Wysokość pomiaru w osi sondy Q261 (bezwzgl dna):
współrz dna centrum główki sondy (=punkt
dotkni cia) w osi sondy, na której ma być dokonany
pomiar
>
Odst p bezpieczeństwa Q320 (przyrostowo):
dodatkowy odst p pomi dzy punktem pomiaru i
główk sondy. Q320 działa addytywnie w stosunku
do MP6140
>
Bezpieczna wysokość Q260 (bezwzgl dna):
współrz dna w osi sondy, na której nie może dojść do
kolizji pomi dzy sond pomiarow i obrabianym
przedmiotem (mocowadłem)
>
Przejazd na bezpieczn wysokość Q301: określić, jak
sonda pomiarowa ma przemieszczać si mi dzy
punktami pomiarowymi:
0: Mi dzy punktami pomiarowymi przemieszczać
si na wysokości pomiaru
1: Mi dzy punktami pomiarowymi przemieszczać
si ruchem kołowym na Bezpiecznej wysokości
>
Najwi kszy wymiar odwiert Q275: średnica odwiertu
(kieszeni okr głej)
>
Najmniejszy wymiar odwiert Q276: najmniejsza
dozwolona średnica odwiertu (kieszeni okr głej)
>
Wartość tolerancji środek 1 szej osi Q279:
dozwolone odchylenie od położenia w osi głównej
płaszczyzny obróbki
>
Wartość tolerancji środek 2 giej osi Q280: dozwolone
odchylenie od położenia w osi pomocniczej
płaszczyzny obróbki
3.3 Automatyczny pomiar obrabianych przedmiotów
X
Y
Q274
±Q280
Q273
±Q279
Q276
Q325
Q247
Q262
Q275
MP6140
+
Q320