3 automatyczny pomiar obrabianych przedmiotów – HEIDENHAIN TNC 426 (280 474) Touch Probe Cycles Instrukcja Obsługi
Strona 68
3 Cykle sondy impulsowej dla automatycznej
kontroli obrabianych przedmiotów
66
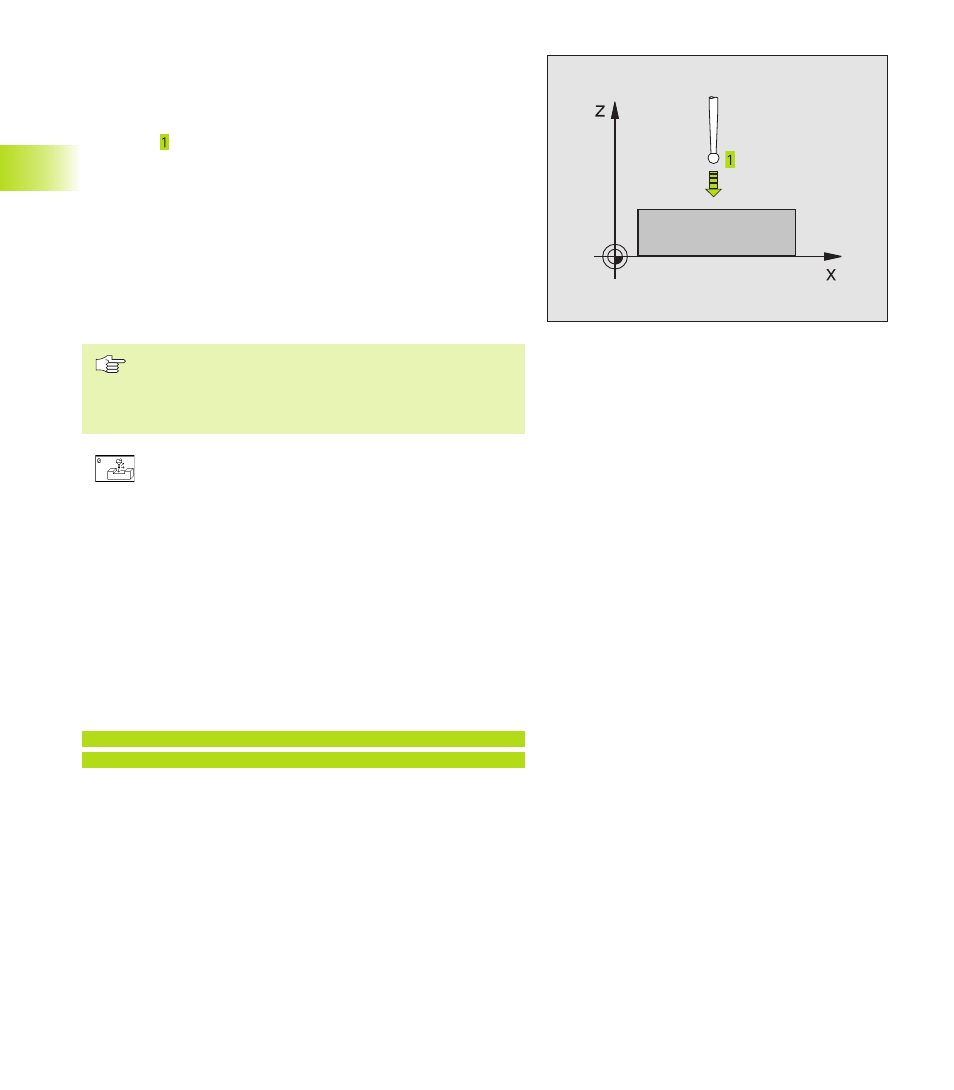
3.3 Automatyczny pomiar obrabianych przedmiotów
PŁASZCZYZNA ODNIESIENIA (cykl sondy
pomiarowej 0)
1 Sonda pomiarowa przemieszcza si z posuwem szybkim
(wartość z MP6150 i MP6361) do zaprogramowanej pozycji
wst pnej
2 Nast pnie sonda przeprowadza próbkowanie z posuwem
próbkowania (MP6120 lub MP6360). Kierunek próbkowania
należy ustalić w cyklu
3 Po tym kiedy TNC uchwyciła pozycj , sonda pomiarowa
powraca do punktu startu operacji próbkowania i zapami tuje
zmierzon współrz dn w Q parametrze. Dodatkowo TNC
zapami tuje współrz dne pozycji, na której znajduje si sondy
przy próbkowaniu, w parametrach Q115 do Q119. Dla wartości
w tych parametrach TNC nie uwzgl dnai długości palca i jego
promienia
Prosz zwrócić uwag przed programowaniem
Tak pozycjonować wst pnie sond pomiarow , że
zostanie unikni ta kolizja przy najeżdżaniu
programowanej pozycji wst pnej.
>
Numer parametru dla wyniku: wprowadzić numer Q
parametru, któremu zostanie przyporz dkowana
wartość współrz dnej
>
Oś próbkowania/kierunek próbkowania: wprowadzić
oś próbkowania z klawiszem wyboru osi lub przez
ASCII klawiatur oraz znak liczby dla kierunku
próbkowania. Potwierdzić klawiszem ENT
>
Wartość zadana pozycji: poprzez klawisze wyboru osi
lub przez ASCII klawiatur wprowadzić wszystkie
współrz dne dla pozycjonowania wst pnego sondy
pomiarowej
>
Zakończyć wprowadzanie danych: nacisn ć klawisz
ENT
NC bloki przykładowe
67 TCH PROBE 0.0 PŁ. ODNIESIENIA 5 X
68 TCH PROBE 0.1 X+5 Y+0 Z 5