2 automatyczne wyznaczanie punktów odniesienia – HEIDENHAIN TNC 426 (280 474) Touch Probe Cycles Instrukcja Obsługi
Strona 53
HEIDENHAIN TNC 426, TNC 430
51
3.2 Automatyczne wyznaczanie punktów odniesienia
PUNKT ODNIESIENIA NAROŻE WEW.
(cykl sondy 415, DIN/ISO: G415)
Cykl sondy pomiarowej 415 ustala punkt przeci cia dwóch
prostych i wyznacza ten punkt przeci cia jako punkt odniesienia.
Do wyboru może TNC zapisać ten punkt przeci cia do tabeli
punktów zerowych.
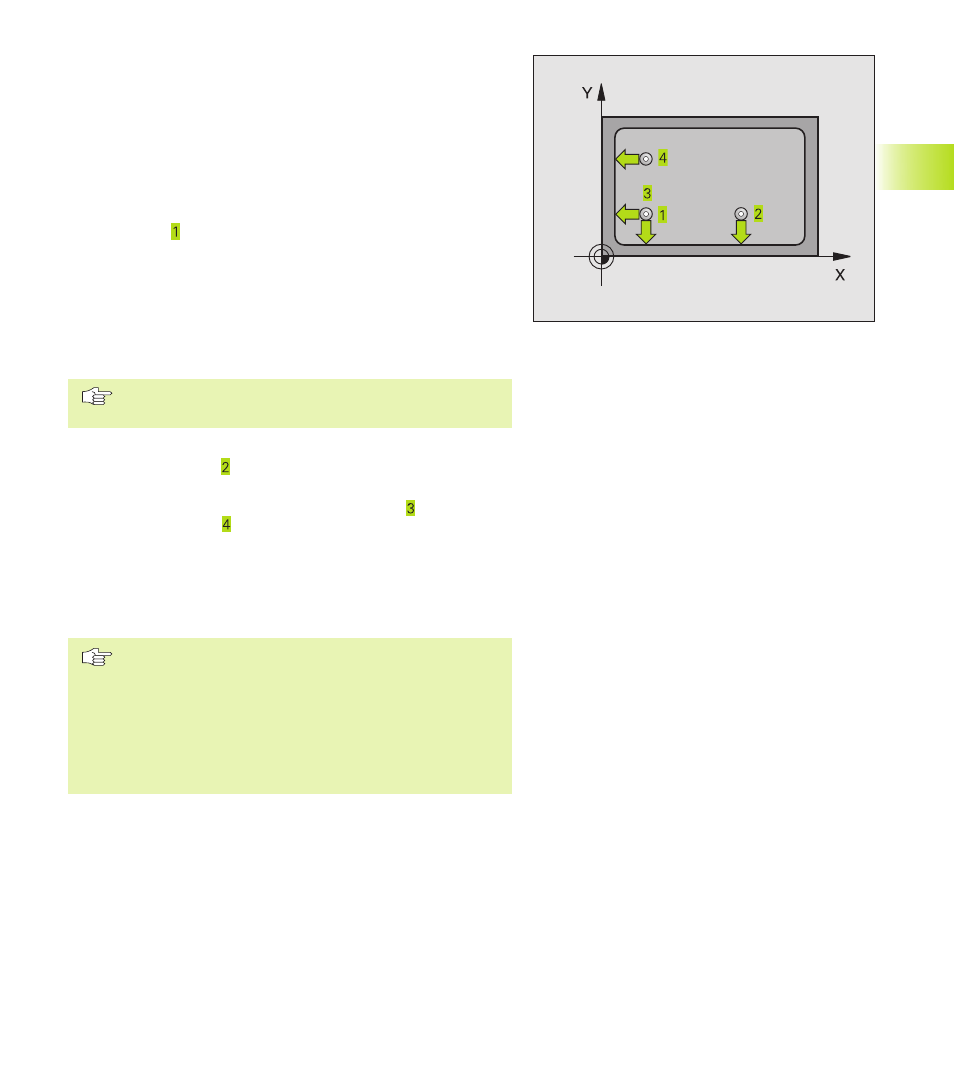
1 TNC pozycjonuje sond pomiarow z posuwem szybkim
(wartość z MP6150 lub MP6361) i przy pomocy logiki
pozycjonowania (patrz rozdział 1.2) do pierwszego punktu
próbkowania (patrz rysunek po prawej u góry), który
definiujemy w cyklu. TNC przesuwa przy tym sond pomiarow o
wartość Bezpiecznego odst pu przeciwnie do ustalonego
kierunku przemieszczenia
2 Nast pnie sonda przemieszcza si na wprowadzon wysokość
pomiaru i przeprowadza tam pierwsz operacj próbkowania z
posuwem próbkowania (MP6120 lub MP6360). Kierunek
próbkowania określony jest poprzez numer naroża
TNC mierzy pierwsz prost zawsze w kierunku osi
pomocniczej płaszczyzny obróbki.
3 Nast pnie sonda pomiarowa przemieszcza si do nast pnego
punktu próbkowania i przeprowadza tam drug operacj
próbkowania
4 TNC pozycjonuje sond do punktu próbkowania i potem do
punktu próbkowania i przeprowadza tam trzeci i czwart
operacj próbkowania
5 Na koniec TNC pozycjonuje sond pomiarow z powrotem na
Bezpieczn wysokość i wyznacza punkt odniesienia w punkcie
przeci cia zmierzonych prostych lub zapisuje współrz dne
punktu przeci cia do aktywnej tabeli punktów zerowych
Prosz uwzgl dnić przed rozpocz ciem
programowania
Przed definicj cyklu musi być zaprogramowane
wywołanie narz dzia dla definicji osi sondy pomiarowej.
TNC wyznacza punkt odniesienia w przypadku osi
sondy Z i W zawsze na X/Y płaszczyźnie, w przypadku
osi sondy Y i V zawsze na Z/X płaszczyźnie i w
przypadku osi sondy X i U zawsze na Y/Z płaszczyźnie.