HEIDENHAIN TNC 426 (280 474) Touch Probe Cycles Instrukcja Obsługi
Strona 34
3 Cykle sondy impulsowej dla automatycznej
kontroli obrabianych przedmiotów
32
Prosz zwrócić uwag przed rozpocz ciem
programowania
Przed definicj cyklu musi być zaprogramowane
wywołanie narz dzia dla definicji osi sondy pomiarowej.
>
1 szy punkt pomiarowy 1 szej osi Q263
(bezwzgl dny): współrz dna pierwszego punktu
próbkowania w osi głównej płaszczyzny obróbki
>
1 szy punkt pomiarowy 2 giej osi Q264
(bezwzgl dny): współrz dna pierwszego punktu
próbkowania w osi pomocniczej płaszczyzny obróbki
>
2 gi punkt pomiarowy 1 szej osi Q265 (bezwzgl dny):
współrz dna drugiego punktu próbkowania w osi
głównej płaszczyzny obróbki
>
2 punkt pomiarowy 2 giej osi Q266 (bezwzgl dny):
współrz dna drugiego punktu próbkowania w osi
pomocniczej płaszczyzny obróbki
>
Oś pomiarowa Q272: oś na płaszczyźnie obróbki, na
której ma być dokonywany pomiar
1: Oś główna = oś pomiarowa
2: Oś pomocnicza = oś pomiarowa
3: Oś sondy pomiarowej = oś pomiarowa
>
Kierunek przemieszczenia Q267: kierunek, w którym
sonda pomiarowa ma najechać na obrabiany
przedmiot:
1: Kierunek przemieszczenia ujemny
+1: Kierunek przemieszczenia dodatni
>
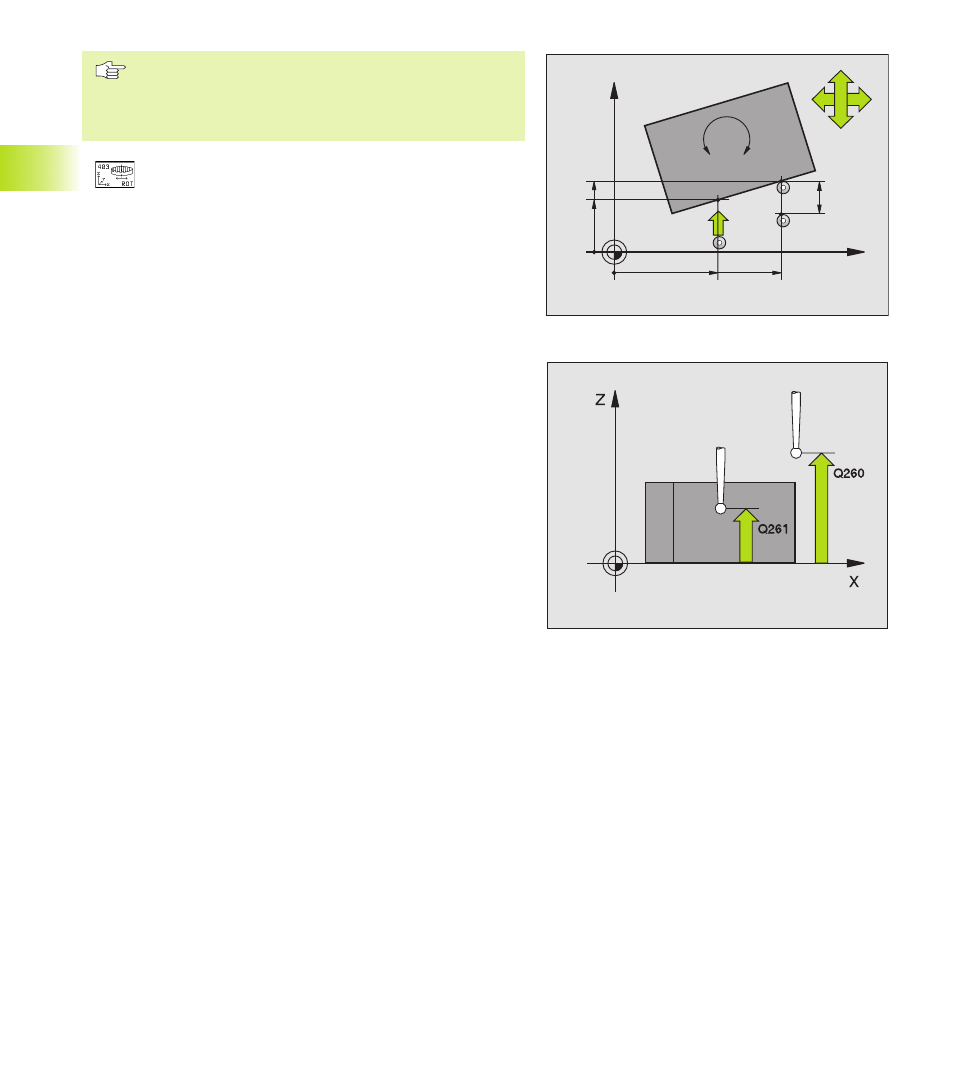
Wysokość pomiarowa w osi sondy Q261
(bezwzgl dna): współrz dna centrum główki sondy
(=punkt dotkni cia), na której ma być dokonany
pomiar
>
Bezpieczny odst p Q320 (przyrostowo): dodatkowy
odst p pomi dzy punktem pomiarowym i główk
sondy pomiarowej. Q320 działa addytywnie w
stosunku do MP6140
>
Bezpieczna wysokość Q260 (bezwzgl dna):
współrz dna w osi sondy, na której nie może dojść do
kolizji pomi dzy sond pomiarow i obrabianym
przedmiotem (mocowadłem)
>
Przejazd na bezpieczn wysokość Q301: określić jak
sonda pomiarowa ma przemieszczać si mi dzy
punktami pomiarowymi:
0: Mi dzy punktami pomiarowymi przemieszczać
si na wysokości pomiarowej
1: Mi dzy punktami pomiarowymi przemieszczać
si na Bezpiecznej wysokości
X
Y
Q266
Q264
Q263
Q272=1
Q265
Q272=2
+
–
–
+
Q267
MP6140
+
Q320
A
B
C
3.1 Uchwycenie automatyczne ukośnego położenia obrabianego przedmiotu