2 automatyczne wyznaczanie punktów odniesienia – HEIDENHAIN TNC 426 (280 474) Touch Probe Cycles Instrukcja Obsługi
Strona 42
3 Cykle sondy impulsowej dla automatycznej
kontroli obrabianych przedmiotów
40
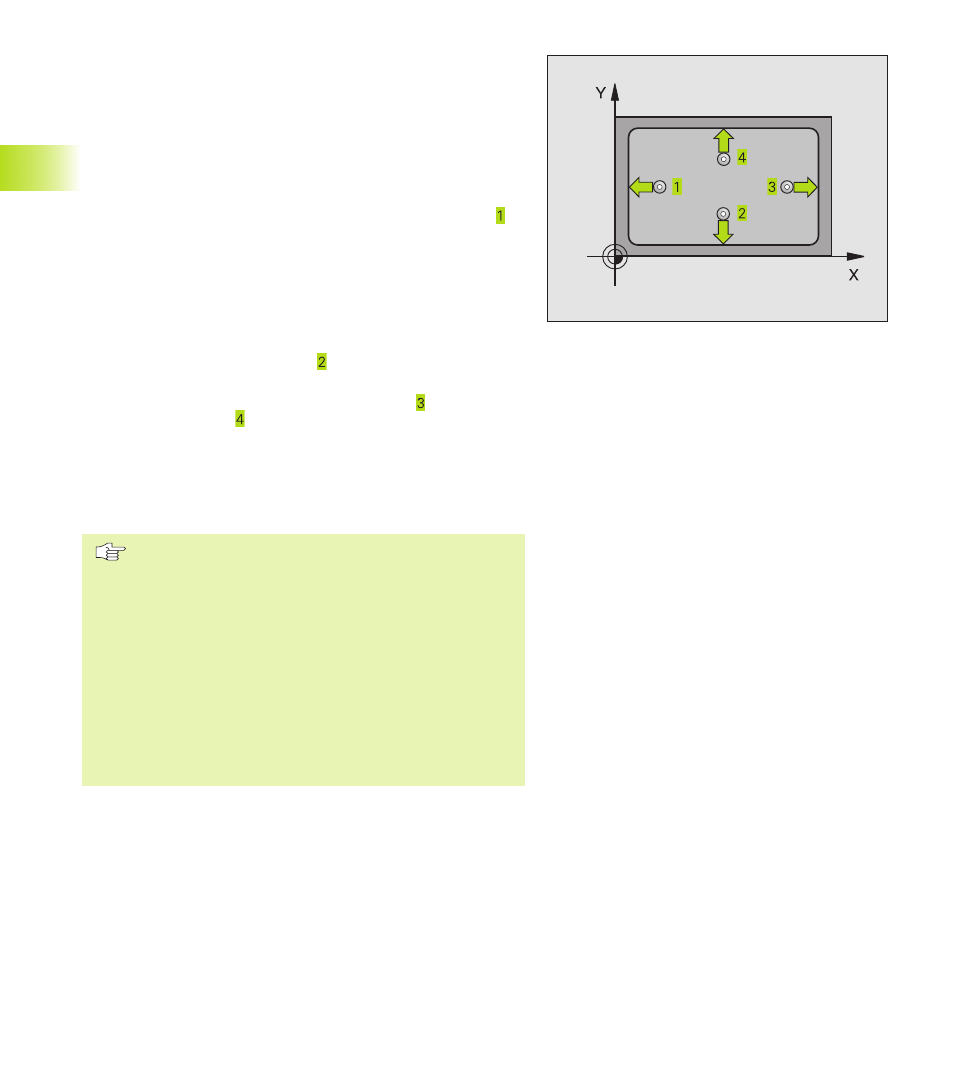
PUNKT ODNIESIENIA PROSTOK T WEWN. (cykl
sondy 410, DIN/ISO: G410)
Cykl sondy pomiarowej 410 ustala punkt środkowy kieszeni
prostok tnej i wyznacza ten punkt środkowy jako punkt
odniesienia. Do wyboru TNC może zapisywać punkt środkowy
także do tabeli punktów zerowych.
1 TNC pozycjonuje sond pomiarow z posuwem szybkim
(wartość z MP6150 lub MP6361) i przy pomocy logiki
pozycjonowania (patrz rozdział 1.2) do punktu próbkowania .
TNC oblicza punkty próbkowania z danych w cyklu i z
Bezpiecznej wysokości w MP6140
2 Nast pnie sonda przemieszcza si na wprowadzon wysokość
pomiaru i przeprowadza pierwsz operacj próbkowania z
posuwem próbkowania (MP6120 lub MP6360)
3 Po tym sonda przemieszcza si albo rówonolegle do osi na
wysokości pomiarowej lub liniowo na bezpiecznej wysokości do
nast pnego punktu próbkowania i przeprowadza tam drug
operacj próbkowania
4 TNC pozycjonuje sond do punktu próbkowania i potem do
punktu próbkowania i przeprowadza tam trzeci i czwart
operacj próbkowania
5 Na koniec TNC pozycjonuje sond pomiarow z powrotem na
Bezpieczn wysokość i wyznacza punkt odniesienia na środku
kieszeni lub zapisuje współrz dne środka kieszeni do aktywnej
tabeli punktów zerowych
Prosz zwrócić uwag przed rozpocz ciem
programowania
Aby unikn ć kolizji sondy pomiarowej z obrabianym
przedmiotem, prosz wprowadzić 1 sz i 2 g długości
kraw dzi bocznych kieszeni raczej niecoza małe.
Jeśli wymiary kieszeni i Bezpieczna wysokość nie
pozwalaj na wst pne pozycjonowanie w pobliże
punktów próbkowania, to TNC dokonuje próbkowania
zawsze poczynaj c ze środka kieszeni. Pomi dzy tymi
czterema punktami pomiarowymi sonda pomiarowa nie
odjeżdża na Bezpieczn wysokość.
Przed definicj cyklu musi być zaprogramowane
wywołanie narz dzia dla definicji osi sondy pomiarowej.
3.2 Automatyczne wyznaczanie punktów odniesienia