6 krzywe położenie przedmiotu kompensować – HEIDENHAIN TNC 426 (280 474) Touch Probe Cycles Instrukcja Obsługi
Strona 16
2 Cykle układu impulsowego w rodzajach pracy R cznie i El. kółko obrotowe
14
X
Y
PA
X
Y
A
B
Wyświetlić wartości kalibrowania
Współczynniki korekcji i relacje siłowe zostaj wprowadzone do
pami ci TNC i uwzgl dnione w późniejszych zastosowaniach
mierz cej sondy pomiarowej.
Prosz nacisn ć Softkey KAL. 3D, aby wyświetlić zapami tane
wartości.
Zapami tywanie wartości kalibrowania w tabeli narz dzi
TOOL.T
Ta funkcja znajduje si do dyspozycji, jeśli parametr
maszynowy został ustawiony na 7411 = 1 (aktywować
dane sondy pomiarowej przy pomocy TOOL CALL) i
tabela narz dzi TOOL.T jest aktywna (parametr
maszynowy 7260 nie równy 0).
Jeśli przeprowadzamy pomiary w czasie przebiegu programu, to
można aktywować dane korekcji dla sondy pomiarowej poprzez
TOOL CALL z tabeli narz dzi. Aby zapami tać dane kalibrowania w
tabeli narz dzi TOOL.T, prosz podać w menu kalibrowania numer
narz dzia (potwierdzić z ENT) i nacisn ć nast pnie Softkey R
WPIS TABELA NARZ DZI.
TNC zapami tuje promień palca 1 w kolumnie R, natomiast
promień palca 2 w kolumnie R2.
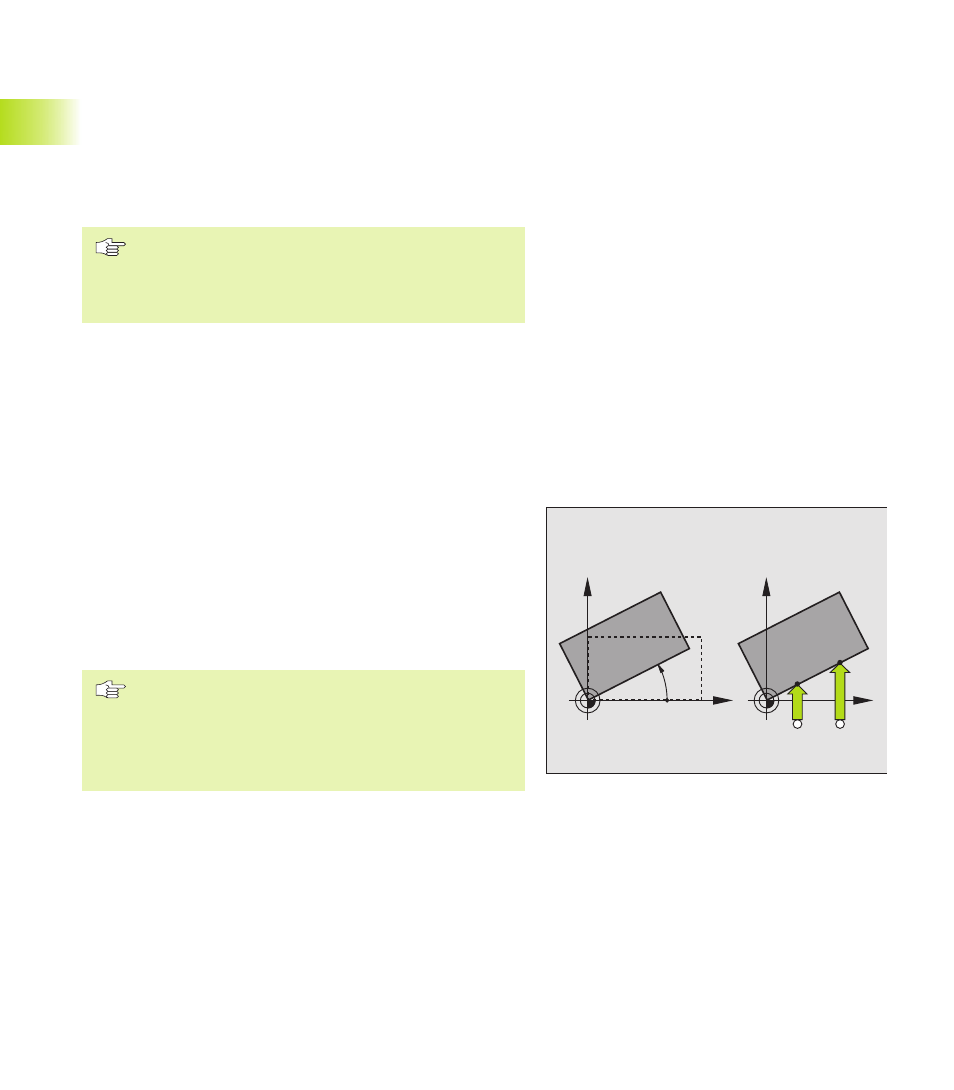
2.6 Krzywe położenie przedmiotu
kompensować
Krzywe zamocowanie obrabianego przedmiotu TNC kompensuje
obliczeniowo poprzez ”obrót podstawowy”.
W tym celu ustawia TNC k t obrotu do k ta, który ma ograniczać
powierzchnia przedmiotu z osi odniesienia k ta płaszczyzny
obróbki. Patrz rysunek po prawej stronie na środku.
Wybierać kierunek pomiaru krzywego położenia
przedmiotu zawsze prostopadle do osi odniesienia k ta.
Ażeby obrót podstawowy w przebiegu programu został
zawsze prawidłowo wyliczony, należy w pierwszy bloku
przemieszczenia zaprogramować obydwie współrz dne
płaszczyzny obróbki.
2.6 Kompensowanie ukośnego położenia obrabianego przedmiotu