3 automatyczny pomiar obrabianych przedmiotów – HEIDENHAIN TNC 426 (280 474) Touch Probe Cycles Instrukcja Obsługi
Strona 72
3 Cykle sondy impulsowej dla automatycznej
kontroli obrabianych przedmiotów
70
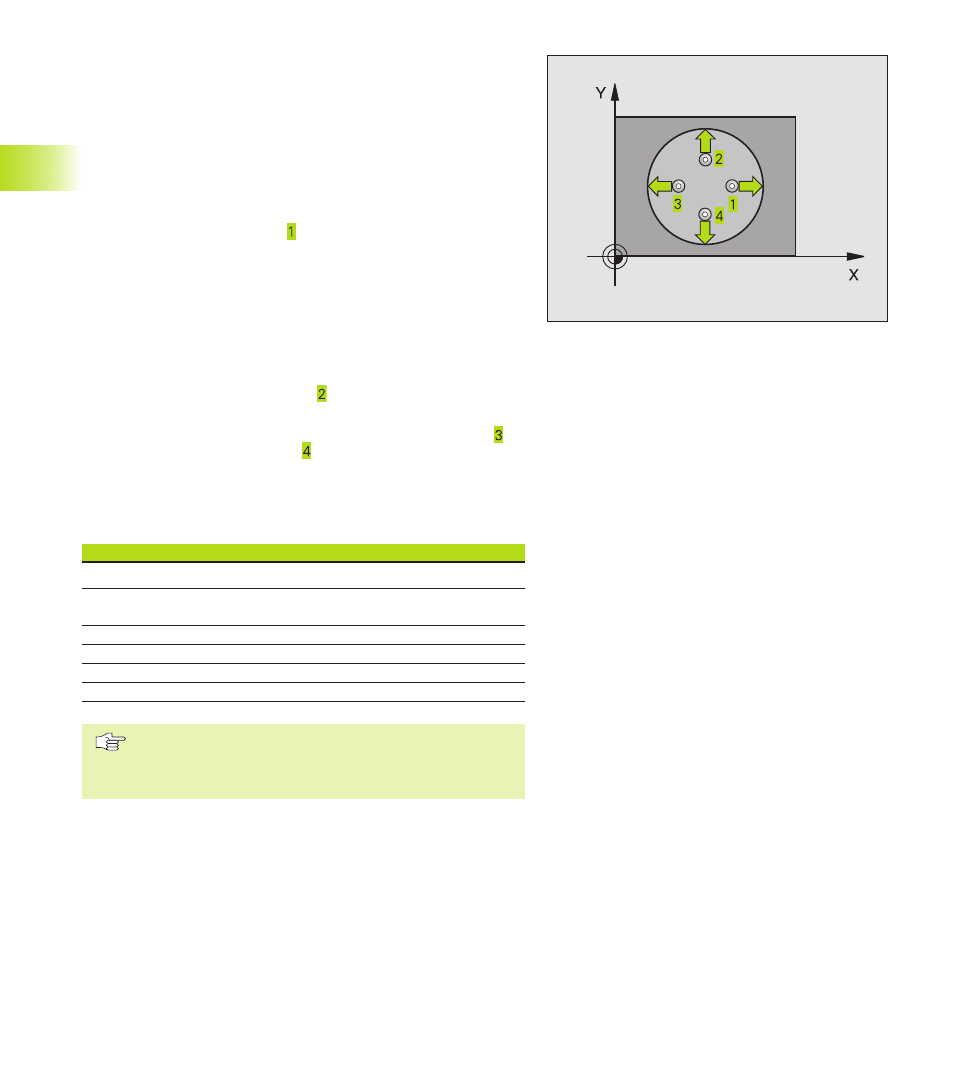
MIERZYĆ ODWIERT (cykl sondy 421,
DIN/ISO: G421)
Cykl sondy pomiarowej 421 ustala punkt środkowy i średnic
odwiertu (kieszeni okr głej). Jeśli zdefiniujumy odpowiednie
wartości tolerancji w cyklu, to TNC przeprowadzi porównanie
wartości zadanych z rzeczywistymi i odłoży odchylenia w
parametrach systemowych.
1 TNC pozycjonuje sond z posuwem szybkim (wartość z MP6150
lub MP6361) i przy pomocy logiki pozycjonowania (patrz rozdział
1.2) do punktu próbkowania . TNC oblicza punkty próbkowania
z danych w cyklu i Bezpiecznej wysokości w MP6140
2 Nast pnie sonda przemieszcza si na wprowadzon wysokość
pomiaru i przeprowadza pierwsz operacj próbkowania z
posuwem próbkowania (MP6120 lub MP6360). TNC określa
kierunek próbkowania automatycznie w zależności od
zaprogramowanego k ta startu
3 Po tym sonda przemieszcza si ruchem kołowym albo na
wysokości próbkowania albo na Bezpiecznej wysokości do
nast pnego punktu próbkowania i przeprowadza tam drug
operacj próbkowania
4 TNC pozycjonuje sond pomiarow do punktu próbkowania i
potem do punktu próbkowania i przeprowadza tam trzeci i
czwart operacj próbkowania
5 Na koniec TNC pozycjonuje sond pomiarow z powrotem na
Bezpieczn wysokość i zapami tuje wartości rzeczywiste i
odchylenia w nast puj cych Q parametrach:
Numer parametru
Znaczenie
Q151
Wartość rzeczywista oś główna
Q152
Wartość rzeczywista środek oś
pomocnicza
Q153
Wartość rzeczywista promień
Q161
Odchylenie środek oś główna
Q162
Odchylenie środek oś pomocnicza
Q163
Odchylenie średnica
Prosz uwzgl dnić przed programowaniem
Przed definicj cyklu musi być zaprogramowane
wywołanie narz dzia dla definicji osi sondy.
3.3 Automatyczny pomiar obrabianych przedmiotów