2 automatyczne wyznaczanie punktów odniesienia – HEIDENHAIN TNC 426 (280 474) Touch Probe Cycles Instrukcja Obsługi
Strona 50
3 Cykle sondy impulsowej dla automatycznej
kontroli obrabianych przedmiotów
48
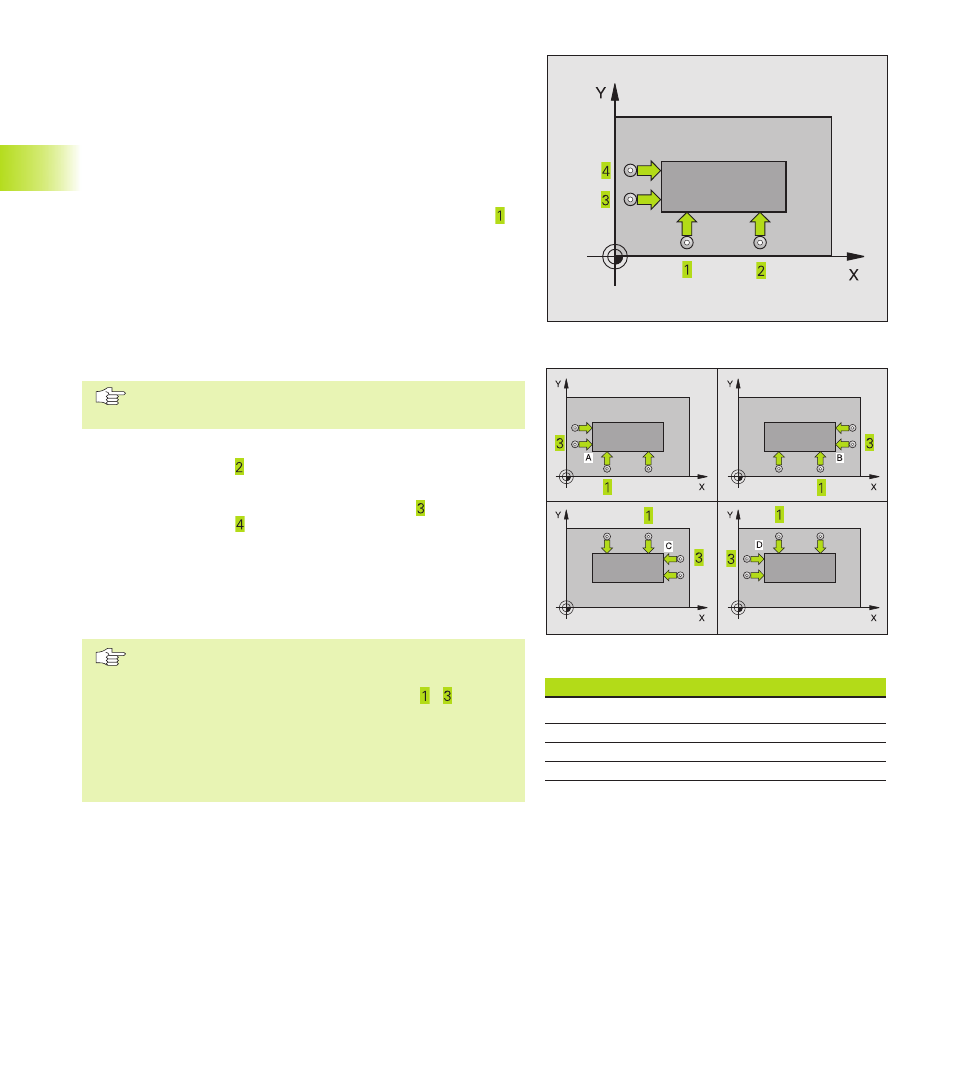
PUNKT ODNIESIENIA NAROŻE NA ZEWN. (cykl
sondy 414, DIN/ISO: G414)
Cykl sondy pomiarowej 414 ustala punkt przeci cia dwóch
prostych i wyznacza ten punkt przeci cia jako punkt odniesienia.
Do wyboru TNC może zapisywać ten punkt przeci cia do tabeli
punktów zerowych.
1 TNC pozycjonuje sond pomiarow z posuwem szybkim
(wartość z MP6150 lub MP6361) i przy pomocy logiki
pozycjonowania (patrz rozdział 1.2) do punktu próbkowania
(patrz rysunek po prawej u góry), który definiujemy w cyklu. TNC
przesuwa przy tym sond pomiarow o wartość bezpiecznego
odst pu przeciwnie do ustalonego kierunku przemieszczenia
2 Nast pnie sonda pomiarowa przemieszcza si na zadan
wysokość pomiaru i przeprowadza tam pierwsz operacj
próbkowania z posuwem próbkowania (MP6120 lub MP6360).
TNC określa automatycznie kierunek próbkowania w zależności
od zaprogramowanego 3 ciego punktu pomiarowego.
TNC mierzy pierwsz prost zawsze w kierunku osi
pomocniczej płaszczyzny obróbki.
3 Nast pnie sonda pomiarowa przemieszcza si do nast pnego
punktu próbkowania i przeprowadza tam drug operacj
próbkowania
4 TNC pozycjonuje sond do punktu próbkowania i potem do
punktu próbkowania i przeprowadza tam trzeci i czwart
operacj próbkowania
5 Na koniec TNC pozycjonuje sond pomiarow z powrotem na
Bezpieczn wysokość i wyznacza punkt odniesienia w punkcie
przeci cia zmierzonych prostych lub zapisuje współrz dne
punktu przeci cia do aktywnej tabeli punktów zerowych
Prosz uwzgl dnić przed rozpocz ciem
programowania
Poprzez położenie punktów pomiarowych i określa
si naroże, na którym TNC wyznacza punkt odniesienia
(patrz rysunek po prawe na środku i tabela po prawej u
dołu).
Przed definicj cyklu musi być zaprogramowane
wywołanie narz dzia dla definicji osi sondy pomiarowej.
3.2 Automatyczne wyznaczanie punktów odniesienia
Naroże
Warunek X
Warunek Y
A
X1 wi kszy od X3
Y1 mniejszy od Y3
B
X1 mniejszy od X3
Y1 mniejszy od Y3
C
X1 mniejszy od X3
Y1 wi kszy od Y3
D
X1 wi kszy od X3
Y1 wi kszy od Y3