6 digitalizowanie z osiami obr otu – HEIDENHAIN TNC 426 (280 474) Touch Probe Cycles Instrukcja Obsługi
Strona 125
HEIDENHAIN TNC 426, TNC 430
123
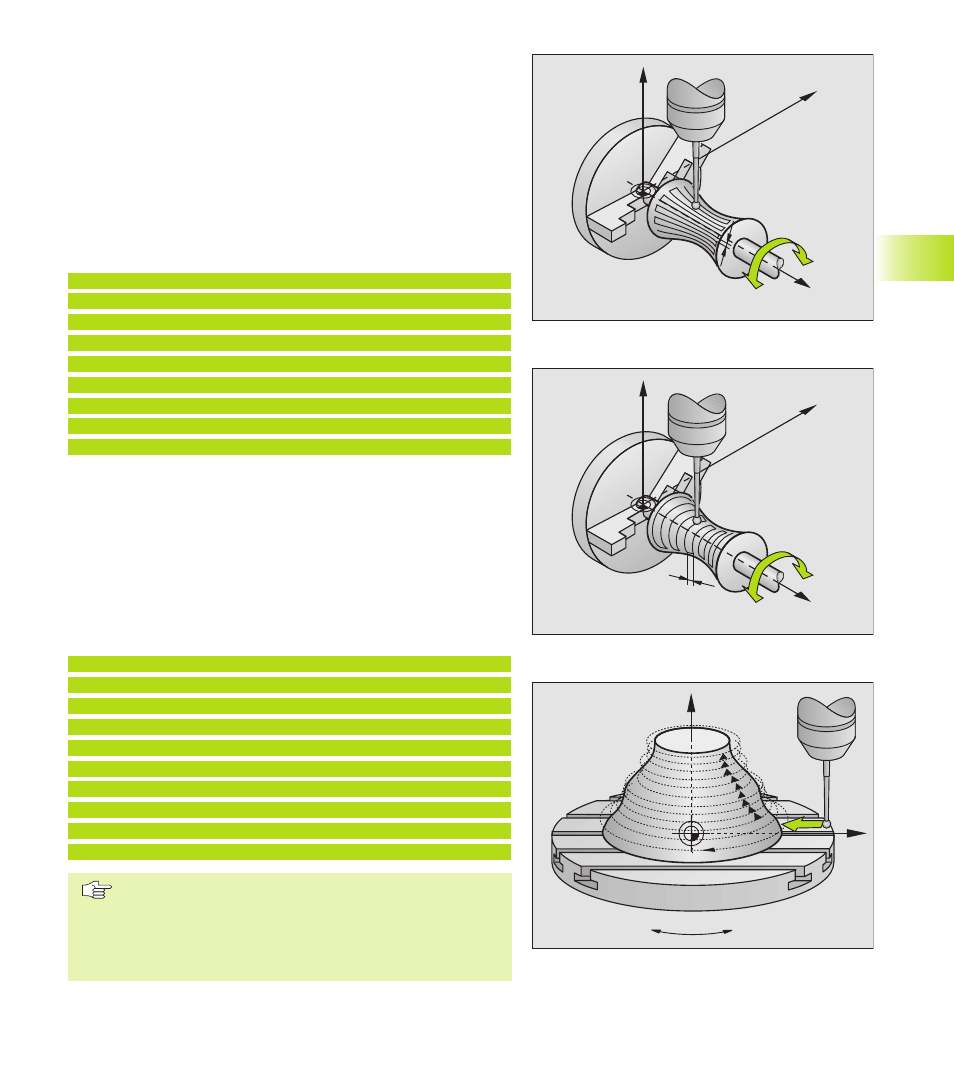
Przeł czaj ca sonda pomiarowa: cykl MEANDER z osi obrotu
Jeśli w parametrze Kierunek linii definiujemy oś liniow (np. X), to
TNC przeł cza na końcu wiersza wyznaczon w cyklu OBSZAR oś
obrotu (np. A) o odst p L.ABST dalej. Sonda pomiarowa waha si
wtedy np. na Z/X płaszczyźnie: patrz rysunek po prawej stronie u
góry.
Jeśli jako kierunek linii definiuje si oś obrotu (np. A), to TNC
przeł cza na końcu wiersza wyznaczon w cyklu OBSZAR oś
liniow (np. X) o odst p ODST.M.LIN. dalej. Sonda waha si wtedy
np. na Z/A płaszczyźnie: patrz rysunek po prawej stronie na
środku.
NC bloki przykładowe
30 SONDA 5.0 OBSZAR
31 SONDA 5.1 PGMNAZWA: DATRND
32 SONDA 5.2 Z X+0 A+0 Z+0
33 SONDA 5.3 X+85 A+270 Z+65
34 SONDA 5.4 WYSOKOŚĆ: 100
...
60 SONDA 6.0 MEANDER
61 SONDA 6.1 KIERUNEK A
62 SONDA 6.2 SUW: 0,3 L.ODST: 0,5 P.ODST: 0,5
PROSTE POZIOME z osi obrotu
W cyklu określa si punkt startu w osi liniowej (np. X) i w osi obrotu
(np. C). Kolejność najeżdżania prosz tak samo zdefiniować.
Sonda pomiarowa waha si wtedy np. na X/C płaszczyźnie. Patrz
rysunek po prawej na dole.
Taka metoda przeznaczona jest także dla maszyn, które dysponuj
tylko dwoma osiami liniowymi (np.Z/X) i jedn osi obracaj c si
(np. C).
NC bloki programowe np:
30 SONDA 5.0 OBSZAR
31 SONDA 5.1 PGMNAZWA: DATH
32 SONDA 5.2 Z X–50 C+0 Z+0
33 SONDA 5.3 X+50 C+360 Z+85
34 SONDA 5.4 WYSOKOŚĆ: 100
...
60 SONDA 7.0 PROSTE POZIOME
61 SONDA 7.1 CZAS: 250 X+80 C+0
62 SONDA 7.2 KOLEJ.NAJEŻDŻANIA X–/C+
63 SONDA 7.3 SUW 0,3 L.ODST: +0,5 P.ODST: 0,5
Określony w kolejności najeżdżania kierunek obrotu osi
obrotu obowi zuje dla wszystkich prostych poziomych.
Poprzez kierunek obrotu określa si jednocześnie, czy
nast pna obróbka frezowaniem zostanie
przeprowadzona ruchem współbieżnym lub
przeciwbieżnym.
5.6 Digitalizowanie z osiami obr
otu
Y
X
Z
L
A
Y
X
Z
L
A
X
Z
C