HEIDENHAIN TNC 426 (280 474) Touch Probe Cycles Instrukcja Obsługi
Strona 37
HEIDENHAIN TNC 426, TNC 430
35
Prosz zwrócić uwag przed programowaniem
Aby unikn ć kolizji pomi dzy sond i przedmiotem,
prosz wprowadzić zadan średnic kieszeni (odwiertu)
raczej nieco za mał .
Jeżleli wymiary kieszeni i Bezpieczny odst p nie
pozwalaj na wypozycjonowanie wst pne w pobliże
punktów próbkowania, TNC dokonuje pomiarów
poczynaj c od środka kieszeni. Pomi dzy czterema
punktami pomiarowymi sonda nie odjeżdża na
Bezpieczn wysokość.
Przed definicj cyklu musi być zaprogramowane
wywołanie narz dzia dla definicji osi sondy pomiarowej.
>
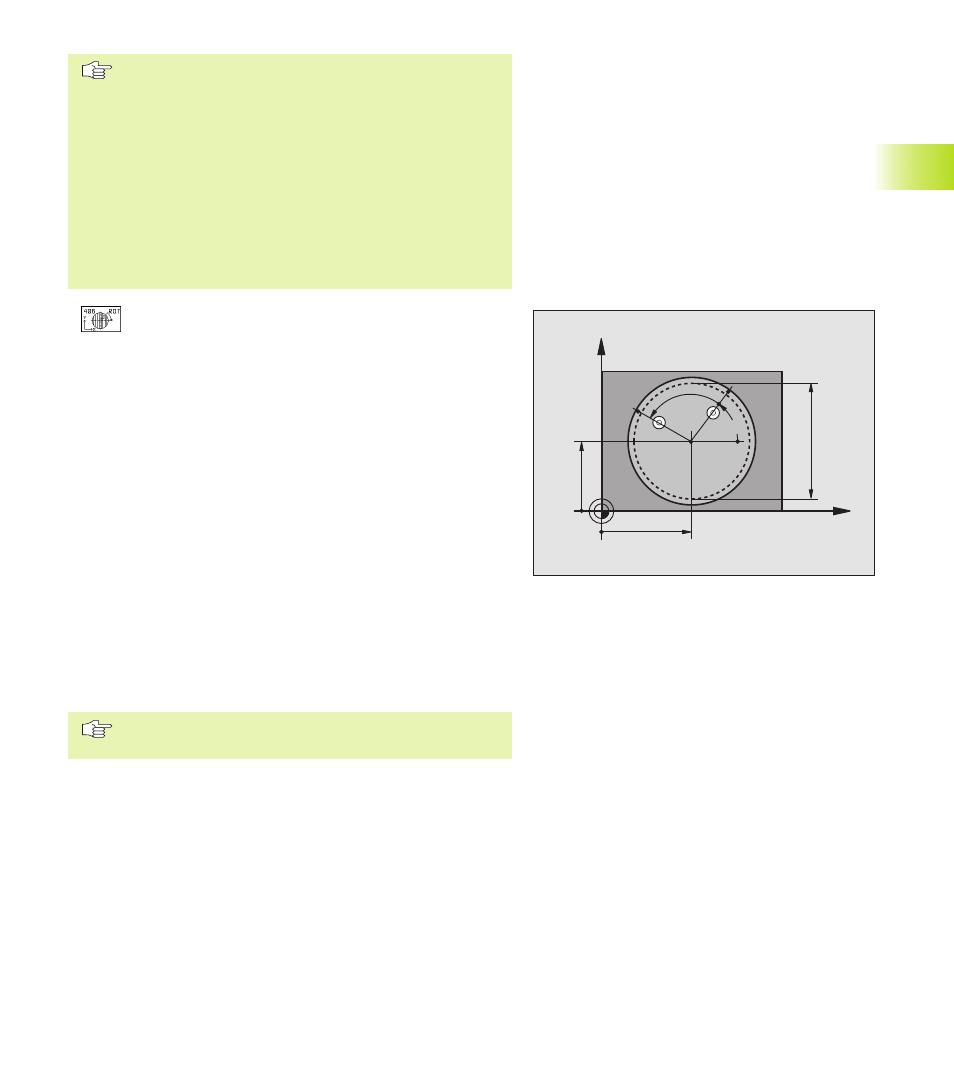
Środek 1 szej osi Q321 (bezwzgl dny): środek
kieszeni w osi głównej płaszczyzny obróbki
>
Środek 2 osi Q322 (bezwzgl dny): środek kieszeni w
osi pomocniczej płaszczyzny obróbki. Jeśli
programujemy Q322=0, to TNC ustawia punkt
środkowy odwiertu na dodatniej Y osi, jeśli natomiast
programujemy Q322 nie równe 0, to TNC ustawia
punkt środkowy odwiertu na pozycj zadan
>
Zadana średnica Q262: przybliżona wartość średnicy
kieszeni okr głej (odwiertu). Prosz wprowadzić
wartość raczej zbyt mał
>
K t startu Q325 (bezwzgl dny): k t pomi dzy osi
główn płaszczyzny obróbki i pierwszym punktem
próbkowania
>
Krok k ta Q247 (przyrostowo): k t pomi dzy dwoma
punktami pomiarowymi, znak liczby kroku k ta
określa kierunek obrotu das Vorzeichen des Winkel
schritts legt die Drehrichtung fest ( = zgodnie z
ruchem wskazówek zegara), w którym sonda
przemieszcza si do nast pnego punktu. Jeśli
chcemy dokonać pomiaru łuków kołowych, to prosz
zaprogramować krok k ta mniejszym niż 90°
Im mniejszym jest zaprogramowany krok k ta, tym
niedokładniej TNC oblicza punkt środkowy okr gu.
X
Y
Q322
Q321
Q262
Q325
Q247
3.1 Uchwycenie automatyczne ukośnego położenia obrabianego przedmiotu