3 automatyczny pomiar obrabianych przedmiotów – HEIDENHAIN TNC 426 (280 474) Touch Probe Cycles Instrukcja Obsługi
Strona 69
HEIDENHAIN TNC 426, TNC 430
67
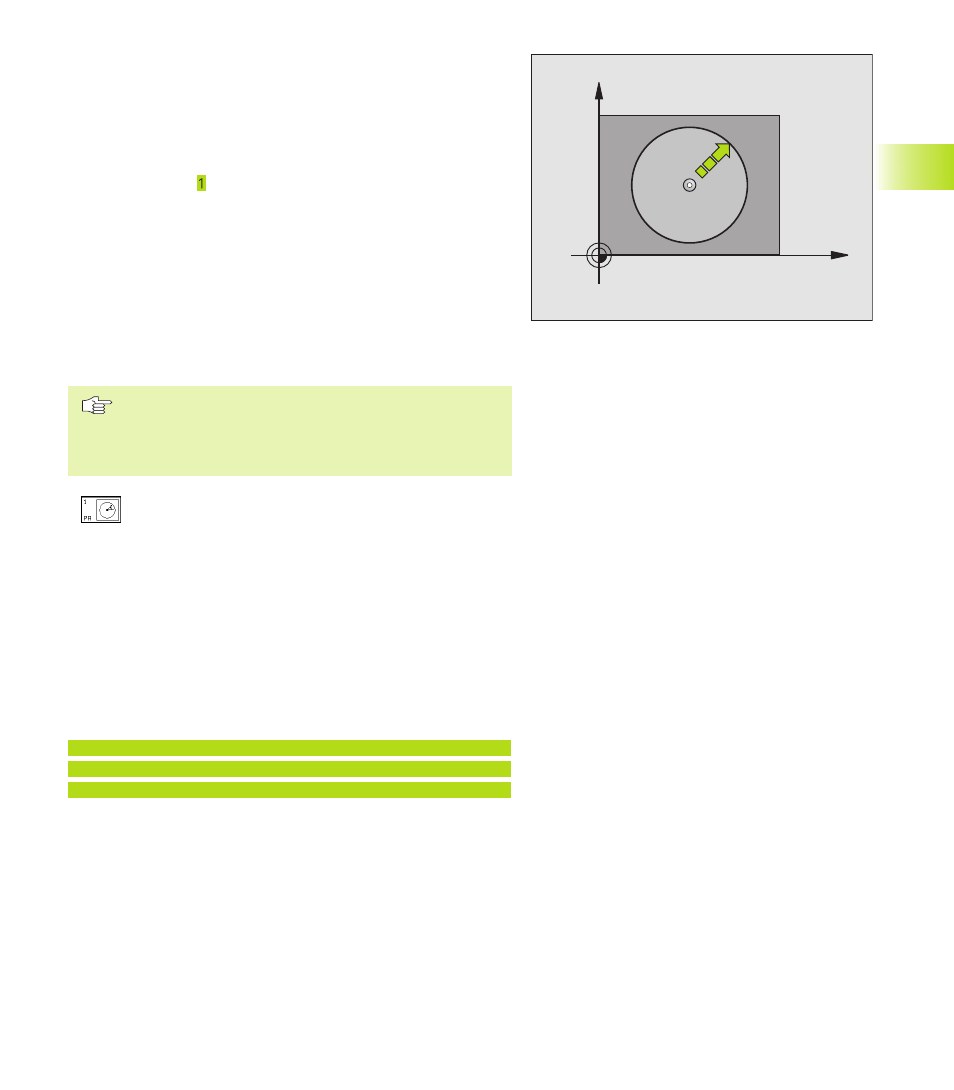
PŁASZCZYZNA ODNIESIENIA BIEGUNOWO (cykl
sondy 1)
Cykl sondy pomiarowej 1 ustala w dowolnym kierunku
próbkowania dowoln pozycj na obrabianym przedmiocie.
1 Sonda pomiarowa przemieszcza si z posuwem szybkim
(wartość z MP6150 lub 6361) do zaprogramowanej w cyklu
pozycji wst pnej
2 Nast pnie sonda pomiarowa przeprowadza operacj
próbkowania z posuwem próbkowania (MP6120 lub MP6360).
Przy operacji próbkowania TNC przejeżdża równocześnie w 2
osiach (w zależności od k ta próbkowania). Kierunek
próbkowania należy określić poprzez k t biegunowy w cyklu
3 Po tym, kiedy TNC uchwyciła pozycj , sonda przemieszcza si z
powrotem do punktu startu operacji próbkowania. Współrz dne
punktu środkowego główki sondy przy dotkni ciu obrabianego
przedmiotu należy wprowadzić do pami ci w parametrach Q115
do Q119
Prosz uwzgl dnić przed programowaniem
Tak pozycjonować wst pnie sond pomiarow , że
zostanie unikni ta kolizja przy najeżdżaniu
programowanej pozycji wst pnej.
>
Oś próbkowania: wprowadzić oś próbkowania
klawiszem wyboru osi lub przez ASCII klawiatur .
Potwierdzić klawiszem ENT
>
K t próbkowania: k t odniesiony do osi próbkowania,
w której ma przemieszczać si sonda pomiarowa
>
Zadana wartość pozycji: wprowadzić klawiszami
wyboru osi lub przez klawiatur ASCII wszystkie
współrz dne dla pozycjonowania wst pnego sondy
pomiarowej.
>
Zakończyć wprowadzanie danych: nacisn ć klawisz
ENT
NC bloki przykładowe
67 SONDA 1.0 PUNKT ODNIESIENIA BIEGUNOWO
68 SONDA 1.1 X K T: +30
69 SONDA 1.2 X+5 Y+0 Z 5
3.3 Automatyczny pomiar obrabianych przedmiotów
X
Y