2 automatyczne wyznaczanie punktów odniesienia – HEIDENHAIN TNC 426 (280 474) Touch Probe Cycles Instrukcja Obsługi
Strona 54
3 Cykle sondy impulsowej dla automatycznej
kontroli obrabianych przedmiotów
52
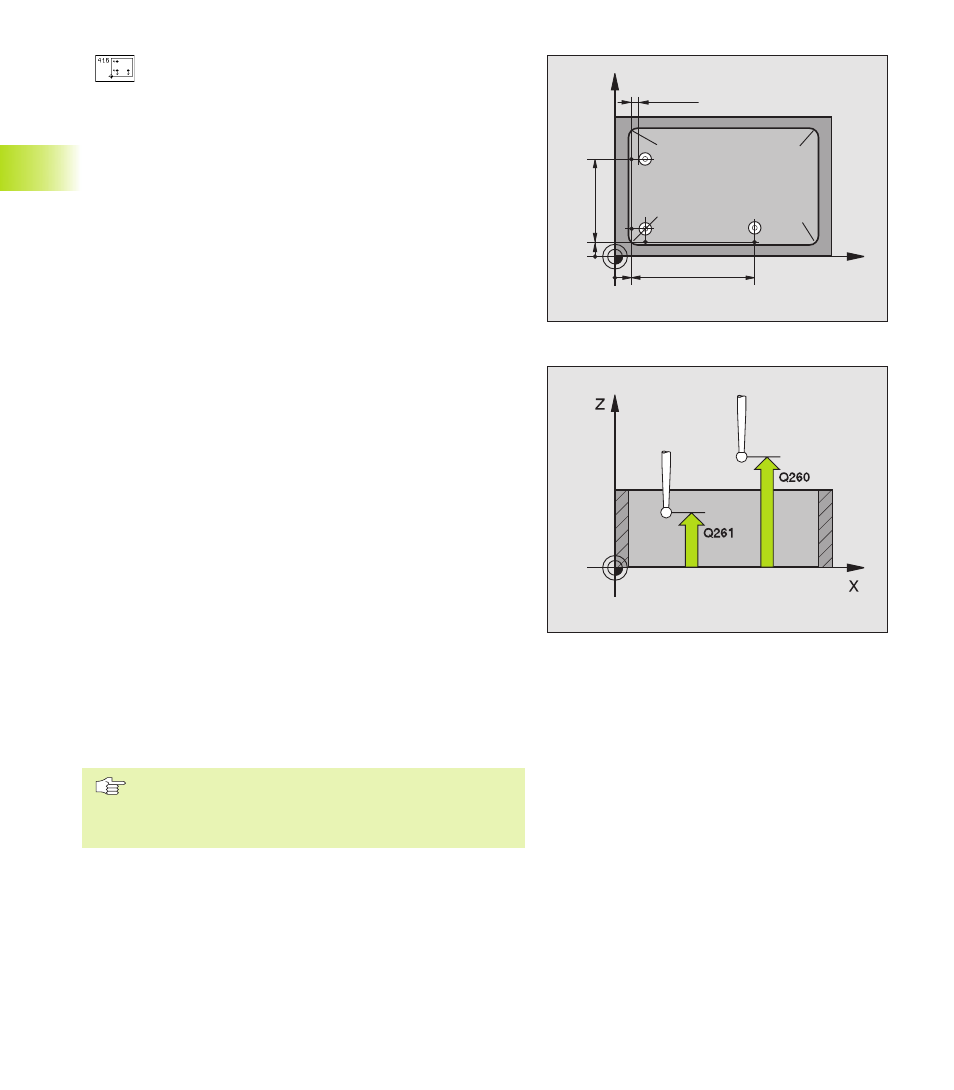
3.2 Automatyczne wyznaczanie punktów odniesienia
>
1 szy punkt pomiarowy 1 szej osi Q263
(bezwzgl dny): współrz dna pierwszego punktu
próbkowania w osi głównej płaszczyzny obróbki
>
1 szy punkt pomiarowy 2 giej osi Q264
(bezwzgl dny): współrz dna pierwszego punktu
próbkowania w osi pomocniczej płaszczyzny obróbki
>
Odst p 1 szej osi Q326 (przyrostowo): odst p
pomi dzy pierwszym i drugim punktem pomiarowym
osi głównej płaszczyzny obróbki
>
Odst p 2 giej osi Q327 (przyrostowo): odst p
pomi dzy trzecim i czwartym punktem pomiarowym w
osi pomocniczej płaszczyzny obróbki
>
Naroże Q308: numer naroża, na którym TNC ma
wyznaczyć punkt odniesienia
>
Wyskość pomiarowa w osi sondy Q261
(bezwzgl dna): współrz dna centrum główki sondy
(=punkt dotkni cia) w osi sondy pomiarowej, na której
ma być dokonany pomiar
>
Odst p bezpieczeństwa Q320 (przyrostowo):
dodatkowy odst p pomi dzy punktem pomiarowym i
główk sondy pomiarowej. Q320 działa addytywnie w
stosunku do MP6140
>
Bezpieczna wysokość Q260 (bezwzgl dna):
współrz dna w osi sondy, na której nie może dojść do
kolizji pomi dzy sond pomiarow i obrabianym
przedmiotem (mocowadłem)
>
Przejazd na bezpieczn wysokość Q301: określić, jak
sonda ma przemieszczać si mi dzy punktami
pomiarowymi:
0: Mi dzy punktami pomiarowymi przemieszczać
si na wysokości pomiaru
1: Mi dzy punktami pomiarowymi przemieszczać
si na Bezpiecznej wysokości
>
Przeprowadzić obrót podstawowy Q304: określić, czy
TNC powinno kompensować ukośne położenie
przedmiotu poprzez obrót podstawowy:
0: Nie przeprowadzać obrotu podstawowego
1: Przeprowadzić obrót podstawowy
Należy przeprowadzić obrót podstawowy przez TNC
tylko wtedy, kiedy natychmiast wyznaczamy punkt
odniesienia i nie zapisujemy dla dalszego przetwarzania
do tabeli punktów zerowych (Q305 = 0).
>
Numer punktu zerowego w tabeli Q305: numer w
tabeli punktów zerowych podać, pod którym TNC ma
zapami tać współrz dne naroża. Przy wprowadzeniu
Q305=0 TNC tak ustawia automatycznie
wyświetlacz, że nowy punkt odniesienia znajduje si
na wybranym narożu
X
Y
Q264
Q263
Q326
Q327
Q308=1
Q308=2
Q308=3
Q308=4
MP6140
+
Q320