3 automatyczny pomiar obrabianych przedmiotów – HEIDENHAIN TNC 426 (280 474) Touch Probe Cycles Instrukcja Obsługi
Strona 70
3 Cykle sondy impulsowej dla automatycznej
kontroli obrabianych przedmiotów
68
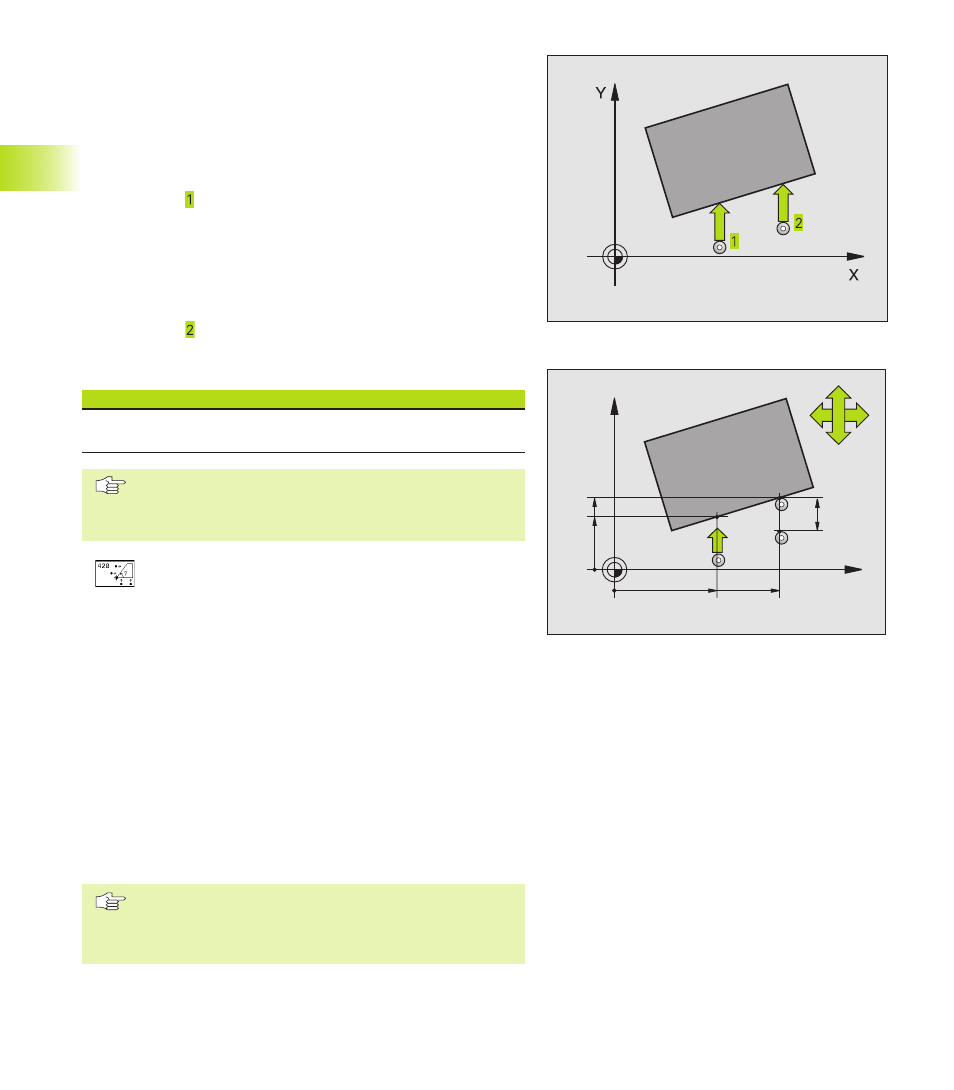
MIERZYĆ K T (cykl sondy 420,
DIN/ISO: G420)
Cykl sondy pomiarowej 420 ustala k t, który tworzy dowolna
prosta z osi główn płaszczyzny obróbki.
1 TNC pozycjonuje sond pomiarow z posuwem szybkim
(wartość z MP6150 lub MP6361) i przy pomocy logiki
pozycjonowania (rozdział 1.2) do zaprogramowanego punktu
próbkowania . TNC przesuwa przy tym sond pomiarow o
odst p bezpieczeństwa przeciwnie do ustalonego kierunku
przemieszczenia
2 Nast pnie sonda pomiarowa przemieszcza si na wprowadzon
wysokość pomiaru i przeprowadza pierwsz operacj
próbkowania z posuwem próbkowania (MP6120 lub MP6360)
3 Potem sonda przemieszcza si do nast pnego punktu
próbkowania i przeprowadza drug operacj próbkowania
4 TNC pozycjonuje sond z powrotem na Bezpieczn wysokość i
zapami tuje ustalony k t w nast puj cym Q parametrze:
Numer parametru
Znaczenie
Q150
Zmierzony k t odniesiony do osi
głównej płaszczyzny obróbki
Prosz uwzgl dnić przed programowaniem
Przed definicj cyklu musi być zaprogramowane
wywołanie narz dzia dla definicji osi sondy pomiarowej.
>
1 szy punkt pomiaru 1 szej osi Q263 (bezwzgl dny):
współrz dna pierwszego punktu próbkowania w osi
głównej płaszczyzny obróbki
>
1 szy punkt pomiaru 2 giej osi Q264 (bezwzgl dny):
współrz dna pierwszego punktu próbkowania w osi
pomocniczej płaszczyzny obróbki
>
2 gi punkt pomiaru 1 szej osi Q265 (bezwzgl dny):
współrz dna drugiego punktu próbkowania w osi
głównej płaszczyzny obróbki
>
2 gi punkt pomiaru 2 giej osi Q266 (bezwzgl dny):
współrz dna drugiego punktu próbkowania w osi
pomocniczej płaszczyzny obróbki
>
Oś pomiarowa Q272: oś, w której ma być
dokonywany pomiar
1: oś główna = oś pomiarowa
2: oś pomocnicza = oś pomiarowa
3: oś sondy pomiarowej = oś pomiarowa
Przy oś sondy = oś pomiarowa zwrócić uwag :
Q263 równy Q265 wybrać, jeśli k t A osi ma być
zmierzony; Q263 nie równy Q264 wybrać, jeśli k t przy
B osi ma być zmierzony.
3.3 Automatyczny pomiar obrabianych przedmiotów
X
Y
Q266
Q264
Q263
Q272=1
Q265
Q272=2
+
–
–
+
Q267
MP6140
+
Q320