3 automatyczny pomiar obrabianych przedmiotów – HEIDENHAIN TNC 426 (280 474) Touch Probe Cycles Instrukcja Obsługi
Strona 66
3 Cykle sondy impulsowej dla automatycznej
kontroli obrabianych przedmiotów
64
3.3 Automatyczny pomiar obrabianych przedmiotów
Wyniki pomiarów w Q parametrach
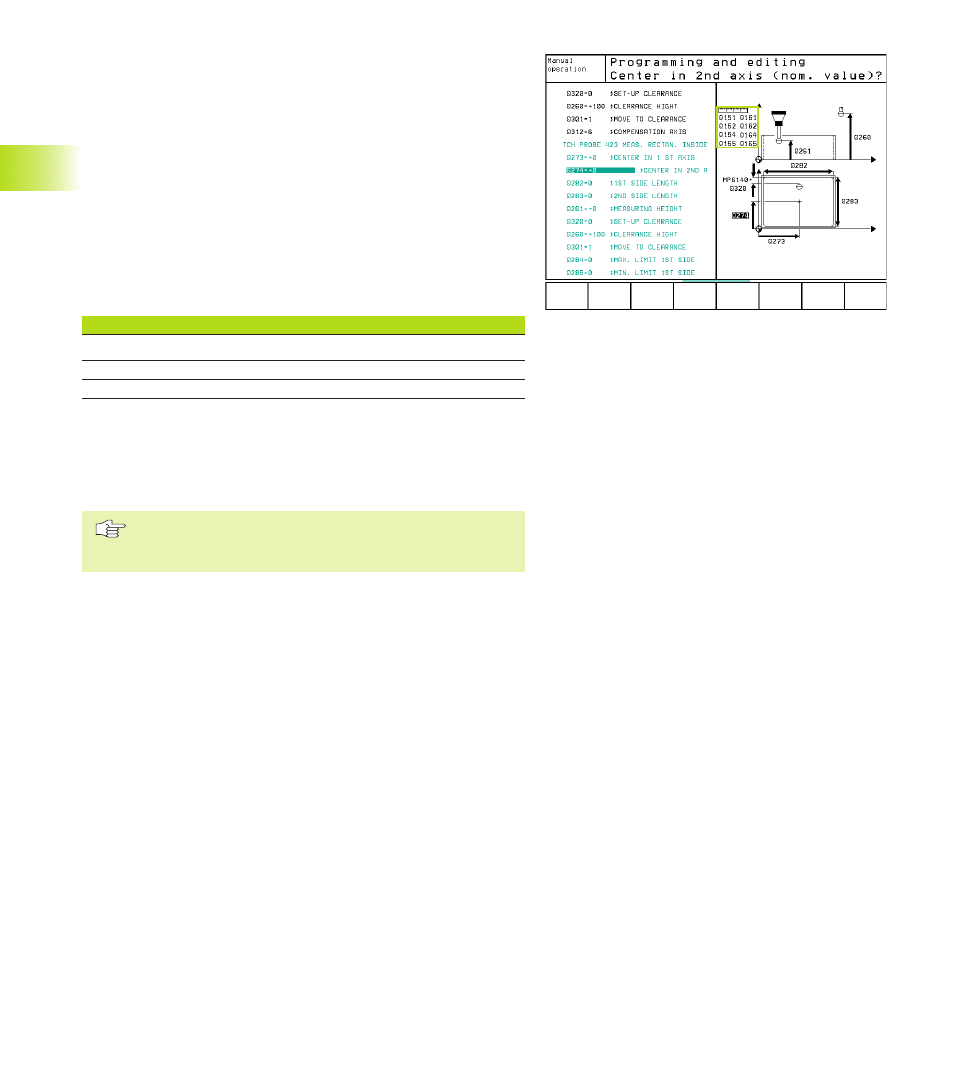
Wyniki pomiarów każdego cyklu próbkowania TNC odkłada do
globalnie działaj cych Q parametrów Q150 do Q160. Odchylenia
od wartości zadanych s zapami tane w parametrach Q161 do
Q166. Prosz zwrócić uwag na tabel parametrów wyników,
która znajduje si przy każdym opisie cyklu.
Dodatkowo TNC wyświetla przy definicji cyklu w obrazie
pomocniczym każdego cyklu parametry wyniku (patrz rysunek po
prawej u góry).
Status pomiaru
W przypadku niektórych cykli można poprzez globalnie działaj ce
Q parametry Q180 do Q182 zapytać o status pomiaru:
Status pomiaru
Wartość parametru
Wartości pomiaru leż w przedziale tolerancji
Q180 = 1
Konieczne jest dopracowanie
Q181 = 1
Brak
Q182 = 1
TNC ukazuje znacznik dopracowania lub wad, jak tylko jedna z
wartości pomiaru znajdzie si poza przedziałem tolerancji. Aby
stwierdzić jaki wynik pomiaru znajduje si poza tolerancj , prosz
zwrócić uwag na protokół pomiaru lub sprawdzić odpowiednie
wyniki pomiarów (Q150 do Q160) na ich wartości graniczne.
TNC ukazuje znacznik statusu także wtedy, jeśli nie
wprowadzimy wartości tolerancji lub najwi kszych /
najmniejszych wymiarów.
Sprawdzanie tolerancji
W przypadku wi kszości cykli dla kontroli przedmiotów można
przeprowadzić poprzez TNC sprawdzanie tolerancji. W tym celu
należy przy definicji cyklu zdefiniować niezb dne wartości
graniczne. Jeśli nie chcemy przeprowadzić sprawdzenia
tolerancji, to prosz wprowadzić te parametry z 0 (= ustawiona
wcześniej wartość)