HEIDENHAIN MANUALplus 4110 Pilot Instrukcja Obsługi
Strona 96
96
Obróbka
powierzchni
czołowych
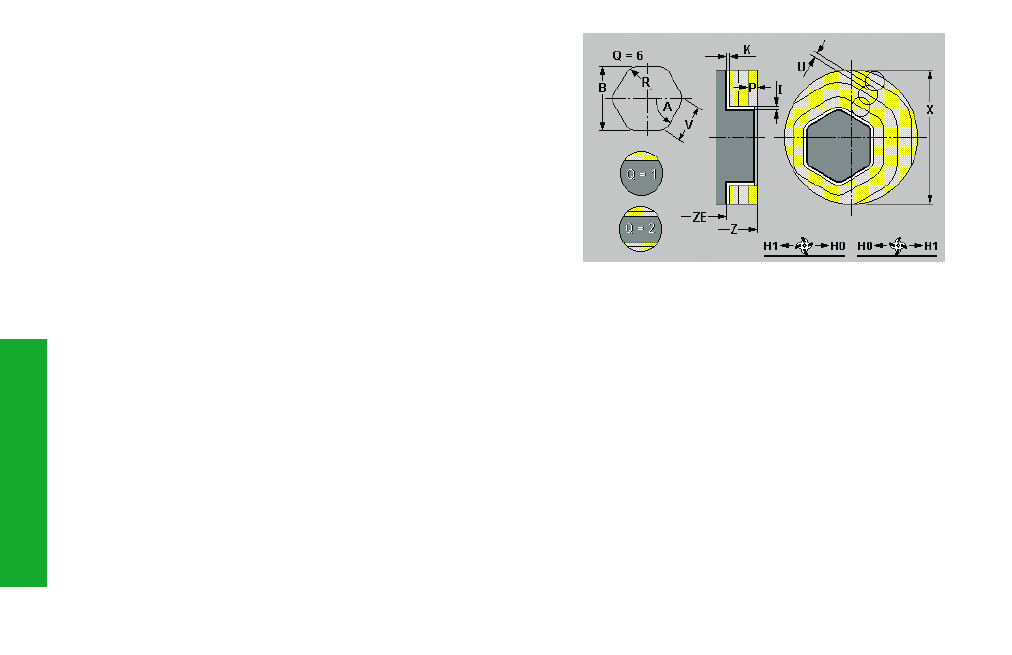
Frezowanie powierzchni powierzchnia czołowa G797
G797 frezuje w zależności od „Q“ powierzchnie, wielok t lub
zdefiniowan w poleceniu po G797 figur .
Przy „Q=0“ zostaje programowana jedna z nast puj cych figur a
potem G80:
• G304 – koło
• G305 – prostok t
• G307 – wielok t
Wielok t, zdefiniowany z G797 (Q>0), leży w centrum. Jedna ze
zdefiniowanych w nast pnych poleceniach figur może leżeć poza centrum.
Parametry
X:
średnica ograniczenia
Z, ZE:
kraw dź referencyjna, dno frezowania
B:
rozwarcie klucza – nie konieczne przy Q=0
• bei Q=1: B jest pozostał grubości
• bei Q‡2: B jest rozwartości klucza
V:
długość kraw dzi – niekonieczna przy Q=0
R:
fazka/zaokr glenie –niekonieczna przy Q=0
• R<0: długość fazki
• R>0: promień zaokr glenia
A:
k t nachylenia (baza patrz rysunek) – niekonieczny przy
Q=0
Q:
liczba powierzchni (0
Q 127) – default: 0
• Q=0: po G797 nast puje opis figury
• Q=1: powierzchnia
• Q=2: dwie o 180° przesuni te powierzchnie
• Q=3: trójk t
• Q=4: prostok t, kwadrat
• Q>4: wielok t
P:
maksymalny dosuw – default: jeden dosuw
U:
współczynnik nakładania si –
(minimalne) nakładanie = U*średnica
freza – default: 0,5
I, K:
naddatek równolegle do konturu, w
kierunku dosuwu
F:
posuw dosuwu (dla gł bokości) –
default: aktywny posuw
E:
zredukowany posuw dla elementów
kołowych – default: aktywny posuw
H:
kierunek frezowania – default: 0
• H=0: przeciwbieżne
• H=1: współbieżne
O:
obróbka zgrubna/wykańczaj ca –
default: 0
• O=0: obróbka zgrubna
• O=1: obróbka wykańczaj ca
J:
jedno /dwukierunkowo (przy Q=1 lub Q=2)
• J=0: jednokierunkowo
• J=1: dwukierunkowo