HEIDENHAIN MANUALplus 4110 Pilot Instrukcja Obsługi
Strona 58
58
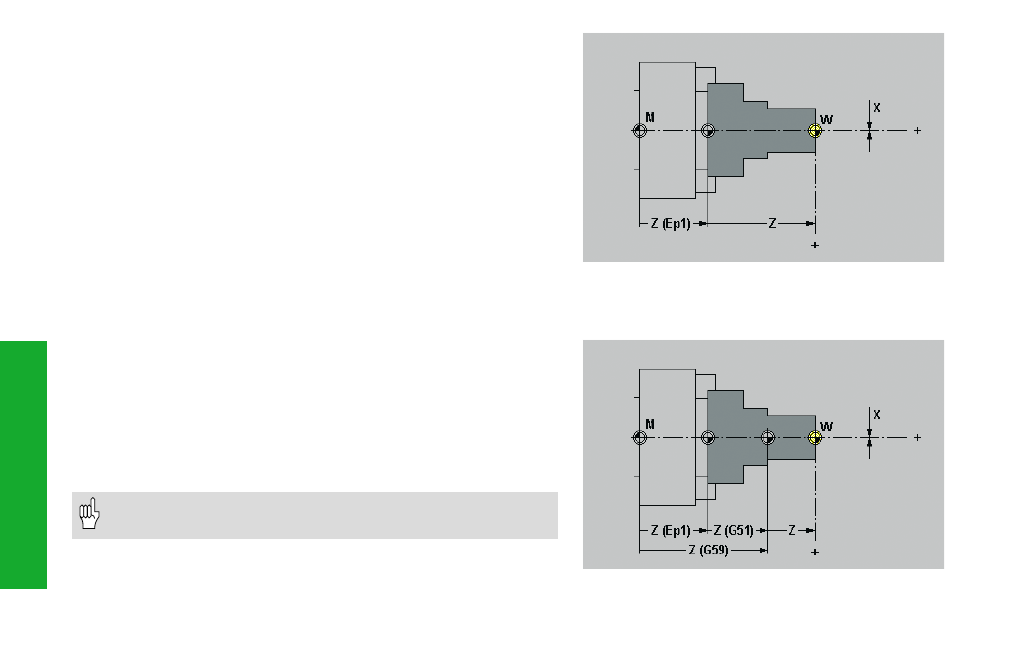
Przesuni cie punktu zerowego G51
G51 przesuwa punkt zerowy przedmiotu o „Z“ (lub „X“). Przesuni cie
odnosi si do punktu zerowego obrabianego przedmiotu (tryb
nastawia nia: "wyznaczyć wartości osi").
Nawet jeśli G 51 zostanie kilkakrotnie programowany, to punktem
odnie sienia pozostaje zdefiniowany w trybie nastawiania punkt
zerowy obrabianego przedmiotu.
Zdefiniowany z G51 punkt zerowy przedmiotu obowi zuje do końca
programu lub jeśli zostanie on anulowany przez inne przesuni cia
punktu zerowego.
Parametry
X, Z:
przesuni cie (X wymiar średnicy)
Przesuni cie punktu zerowego addytywne G56
G56 przesuwa punkt zerowy przedmiotu o „Z“ (lub „X“). Przesuni cie
odnosi si do aktualnie obowi zuj cego punktu zerowego przedmiotu.
Jeśli programujemy kilkakrotnie G56, to przesuni cie zostaje
dodawane na aktualnie obowi zuj cy punkt zerowy przedmiotu.
Parametry
X, Z:
przesuni cie (X wymiar średnicy)
G51 lub G59 anuluj addytywne przesuni cia punktu
zerowego.
Przesunicia
punktu
zer
owego